座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com
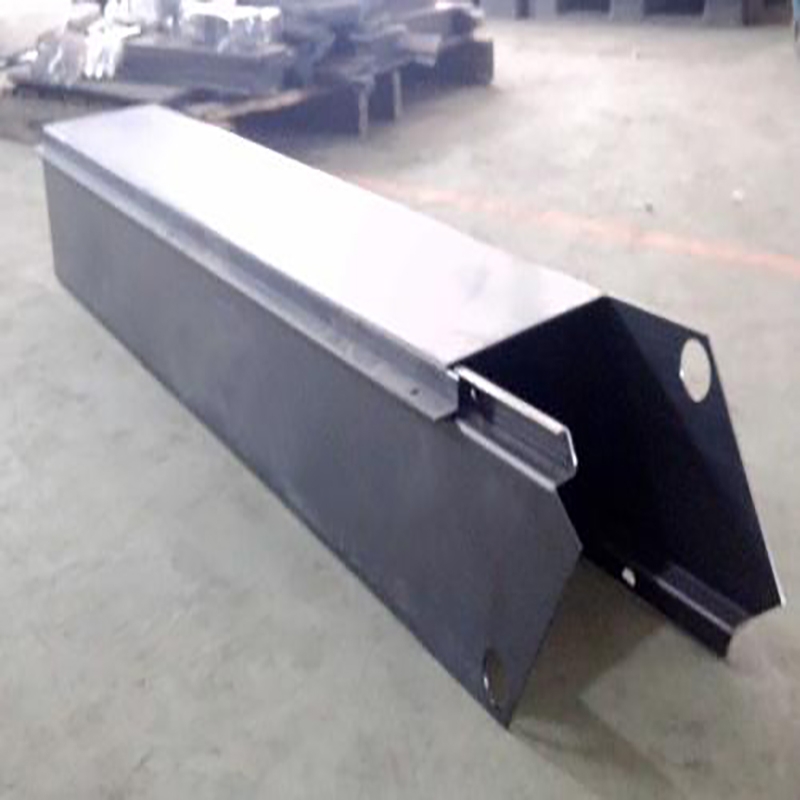
钣金加工过程中,有很多的加工工艺需要十分注意,其中加工工艺又包括焊接、钢板折弯加工切割等工序,还有折弯,但不管是弯曲半径还是弯曲角度,都要稍加留意,以免无法满足设计要求。
当钣金加工材料弯曲的时候,其圆角区上外层受到拉伸,内层受到压缩,所以在相同厚度的情况下,弯曲的半径越小材料的拉伸和压缩就越严重,甚至造成裂缝和折断。
由此一来我们明白了,钣金加工弯曲零件的结构设计的时候,应避免过小的弯曲圆角,其小折弯半径是弯曲件的直边高度,所以弯曲件的直边高度也不能太小。折弯加工厂家当钣金弯边侧边带有斜角的弯曲件时,侧面的小高度为折弯件上的孔边距。
另外,弯曲线应避开尺寸突变的位置,目的是为了防止尖角处应力集中产生弯裂。建议是将弯曲线移动一定距离,以离开尺寸突变处为基本原则,才能保证弯曲效果。
在钣金加工过程中,数控冲床加工是一种非常受欢迎的冲压加工方式,冲压吨位的计算是非常重要的,它决定了一个钣金件的冲压效果。
数控冲床使用模具为无斜刃口冲芯,计算吨位参数名称:冲芯周长(mm)、板材厚度(mm)、材料的剪切强度(kN/mm2)、冲切力(kN)。换算成公吨:用kN除以9.81。
冲芯周长—-任何形状的各个边长相加无锡钣金哪家好材料厚度—-指冲芯要冲孔穿透的板材的厚度 。
材料的剪切强度—-板材的物理性质,由板材的材质所确定。
计算公式:冲芯周长(mm) ×板材厚度(mm) ×材料的剪切强度(kN/mm2)=冲切力(kN) 冲切力(kN)÷9.81=公吨。