

座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com

1、工件可放置在封闭的空间,经抽真空或内部气体环境在控制下;2、激光束可聚焦在很小的区域,可焊接小型且间隔相近的部件;3、可焊材质种类范围大,也可以相互接合各种异质材料;4、易于以自动化进行高速焊接,亦可以数位或电脑控制;5、焊接薄材或细径线材时,不会像电弧焊接般易有回熔的困扰;6、不受磁场所影响电弧焊接和电子束焊接就比较容易,能够很好的对准焊件;7、可焊接不同物性(如不同电阻)的两种金属;8、不需要真空,也不需要做X射线防护;9、若以穿孔式焊接,焊道深一宽比可达10:1;10、可以切换装置将激光束传送至多个工作站。
1.合理选择前角:进行不锈钢切削时,应该在不降低刀具强度的前提之下,适当提高前角。刀具前角的适当提高会降低刀具的塑性变形能力、切削热以及切削力,加工硬化的趋势也会随之减轻,相应地,刀具耐用度便会显着提高。综合看来,通常情况下刀具前角保持在12°-20°较为合适,具体角度根据实际需要来调整。2.合理选择后角:在弹性与塑性两方面均高于常规碳素钢的不锈钢,进行切削时,如果刀具后角过小,会增加车刀后角与切断表面的接触面积,此时,摩擦高温区集中于车刀后角部位,刀具的磨损会显着加快,并且工件的表面光洁度会显着降低。因此,进行不锈钢工件切削时,车刀后角应该大于车削普通碳钢时的角度,但是不可以过大,因为过大的后角会导致刀刃强度地急剧下降,刀具的耐用度得不到保证。所以,刀具后角保持在6°-10°之间较为合适。
1)激光氧气切割:激光氧气切割原理类似于氧乙炔切割。它是用激光作为预热热源,用氧气等活性气体作为切割气体。喷吹出的气体一方面与切割金属作用,发生氧化反应,放出大量的氧化热;另一方面把熔融的氧化物和熔化物从反应区吹出,在金属中形成切口。由于切割过程中的氧化反应产生了大量的热,所以激光氧气切割所需要的能量只是熔化切割的1/2,而切割速度远远大于激光汽化切割和熔化切割。激光氧气切割主要用于碳钢、钛钢以及热处理钢等易氧化的金属材料。2)激光划片与控制断裂:激光划片是利用高能量密度的激光在脆性材料的表面进行扫描,使材料受热蒸发出一条小槽,然后施加一定的压力,脆性材料就会沿小槽处裂开。激光划片用的激光器一般为Q开关激光器和CO2激光器。控制断裂是利用激光刻槽时所产生的陡峭的温度分布,在脆性材料中产生局部热应力,使材料沿小槽断开。

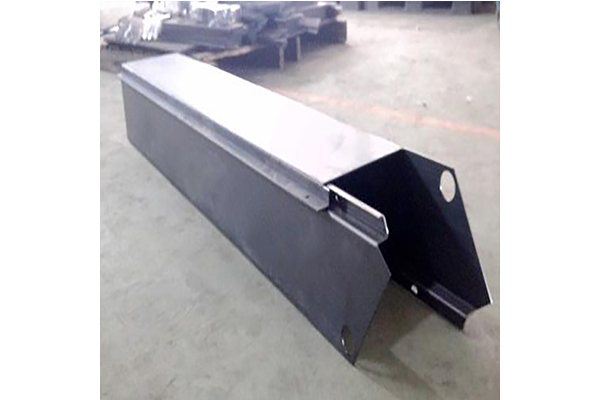
什么叫做精密钣金加工?关于精密钣金加工的知识您都了解多少呢?接下来小编来为大家具体讲述一下这方面的知识,希望对大家能有所帮助。管材激光加工:相比传统的加工方法,这种方法减少了工时和加工费用;它可以加工成自由设计,包括复杂的形状。光纤激光加工:配备一个5千瓦的激光振荡器,该机可加工各种有色金属,如不锈钢、铝、铜和黄铜,这已经很难用传统的CO2激光加工;结合线性驱动器,可以在高速机薄板。焊接:采用TIG焊、MAG焊焊接方法,激光和电弧焊接,可焊接的三维物体,从薄到厚(框架外壳、底座、方管和圆管)。

1)激光汽化切割利用高能量密度的激光束加热工件,使温度迅速上升,在非常短的时间内达到材料的沸点,材料开始汽化,形成蒸气。吴中区高效拉伸这些蒸气的喷出速度很大,在蒸气喷出的同时,在材料上形成切口。材料的汽化热一般很大,所以激光汽化切割时需要很大的功率和功率密度。激光汽化切割多用于极薄金属材料和非金属材料(如纸、布、木材、塑料和橡皮等)的切割。2)高效拉伸激光熔化切割激光熔化切割时,用激光加热使金属材料熔化,然后通过与光束同轴的喷嘴喷吹非氧化性气体,依靠气体的强大压力使液态金属排出,形成切口。激光熔化切割不需要使金属完全汽化,所需能量只有汽化切割的1/10。激光熔化切割主要用于一些不易氧化的材料或活性金属的切割,如不锈钢、钛、铝及其合金等。
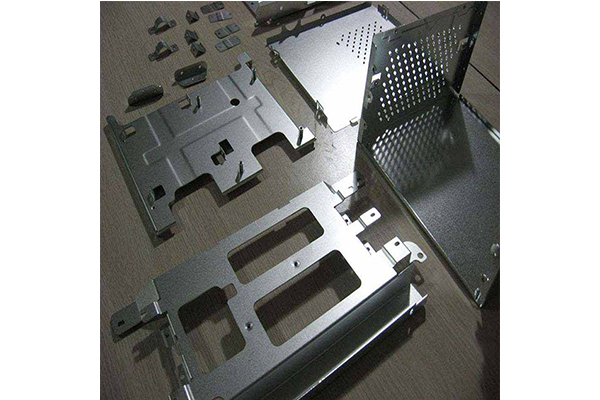
在进行钣金加工之前,工作人员还需要了解一下加工范围,一般在进行加工操作时,可以选用铜制品和镀锌板以及不锈钢等材料完成加工流程,所以这种加工方式的范围比较广,也可以满足不同行业的加工生产需求,在进行工艺加工期间,人们可以灵活选用材料,不用担心材料不符合加工要求而影响到生产任务的进展情况。在进行钣金加工时还需要注意几个问题,首先工作人员在加工之前要先对材料进行检查,并将材料展开以备加工使用,材料的展开方式要正确,这样在加工时可以节省材料,也可以达到加工目的,在加工期间也要注意间隙的选择方式以及材料的包边效果等。进行钣金加工期间,工作人员应该对生产流程和加工方式有所了解,这样才可以更好的完成加工任务,并保证工件生产质量。


