

座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com

1、工件可放置在封闭的空间,经抽真空或内部气体环境在控制下;2、激光束可聚焦在很小的区域,可焊接小型且间隔相近的部件;3、可焊材质种类范围大,也可以相互接合各种异质材料;4、易于以自动化进行高速焊接,亦可以数位或电脑控制;5、焊接薄材或细径线材时,不会像电弧焊接般易有回熔的困扰;6、不受磁场所影响电弧焊接和电子束焊接就比较容易,能够很好的对准焊件;7、可焊接不同物性(如不同电阻)的两种金属;8、不需要真空,也不需要做X射线防护;9、若以穿孔式焊接,焊道深一宽比可达10:1;10、可以切换装置将激光束传送至多个工作站。

在复合机当中,则需要进行模具设置、激光切割路线的预设以及为连接部位的设定,之后才可以进行下一步的加工。由此对比,激光切割机与复合机比较,激光切割的工艺工序准备工作时间大大的减少。在实际运用当中,复合机在加工的时候,由于夹钳拖动工件以及模具存在一些落料量,因此在原材料上则会出现加工死区,然而激光切割机进行切割时于工件静止,因而没有出现死区,从而提高了原材料的利用率,有效降低了单件工序所消耗的原材料成本。近几年来,激光切割的加工精度逐渐提高,极大地简化一些加工工序,降低了单件的加工成本。同时,由于激光切割机切割速度的快速提高,极大地减少了工件的加工时间,同时操作人员的个人生产效率也能有很大的提高。

不锈钢目前被广泛应用于石油、化工、航空、航天、食品以及冶金等领域,因此,探讨不锈钢的切削加工具有较大的实际意义。因为切削加工性差,不锈钢为难加工材料。依据不锈钢切削加工的实际特点,从刀具本身、刀具几何角度、切削用量等三名方面的选择论述了不锈钢切削加工中刀具切削参数的合理选择问题。今天我们先谈谈如何合理地选择刀具几何角度:合理选择刀具几何角度非常重要,其切削部分的几何角度直接影响着不锈钢工件进行切削加工时的切削力、表面粗糙度、加工硬化趋势、生产率、刀具耐用程度等诸多方面。合理选择刀具几何角度不仅可以提高工件的加工质量和加工效还可以显着降低加工成本(如降低刀具的更换频率和废品率等)。
减少冲压过程的工序数,意味着减少冲压件数、节省工装数量、简化冲压过程的传送装置,缩减操作人员和冲压占地面积,是节约投资额和能耗的措施,所以冲压制造商都能把冲压工序数设计作为降低汽车制造成本的重要途径,甚至不惜改进产品设计来满足制造工艺方面的要求。同时,还应采用尽量大尺寸的合理的车身总成分块,钣金加工哪家好如整块式车身左右侧板及车顶盖板,既可使汽车外形美观。空气阻力减少,又可减少冲压件数量及焊点,能有效地降低成本。而且现代汽车制造大量使用卷料、薄壳式整体车身结构的高强度钢板与镀锌钢板,都要求应用冲压新工艺。
激光切割可以加工一些通常方法都比较难加工的零件,例如染整机这一系列中绝大多数不锈钢箱体,它上面有很多不一样的孔,由于箱体比较大,以普通加工方法很难进行加工,然而激光切割完全可以满足这一类的要求,而且加工同一零件所用的时间很短,准确性极高。产品的技术含量也不断地提高,因此市场竞争力也随着增强。激光束都是以点的形势存在,因此在二维平面加工中具有很大的柔性化。激光切割机加工过程中,只有切割头进行移动,但工件则是静止,无需设置微连接,有助于激光在切割加工过程中比较简便。它的计算机CAM系统不需要进行单个零件的加工工艺的制作,仅仅需要把排样的结果以及切割的路线进行优化即可,然后启动激光发生就可以加工。

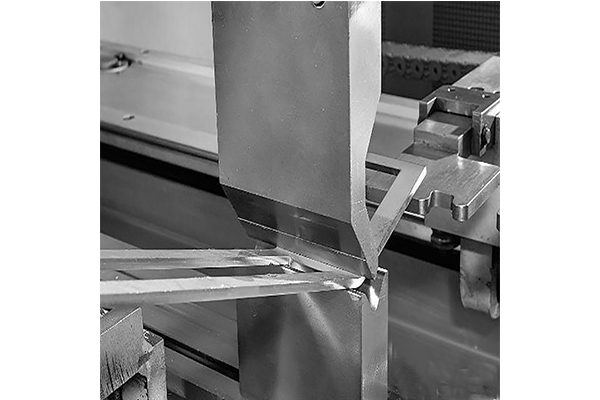
在进行钣金加工之前,专业折弯工作人员还需要了解一下加工范围,一般在进行加工操作时,可以选用铜制品和镀锌板以及不锈钢等材料完成加工流程,所以这种加工方式的范围比较广,也可以满足不同行业的加工生产需求,专业折弯在进行工艺加工期间,人们可以灵活选用材料,不用担心材料不符合加工要求而影响到生产任务的进展情况。在进行钣金加工时还需要注意几个问题,首先工作人员在加工之前要先对材料进行检查,并将材料展开以备加工使用,材料的展开方式要正确,这样在加工时可以节省材料,也可以达到加工目的,在加工期间也要注意间隙的选择方式以及材料的包边效果等。


