

座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com

激:是钣金加工中下料的主要设备。高效钢板折弯加工速度快、精度高、周期短(无需开模具)、更可加工各种形状,是钣金加工下料的主要加工方式。冲:钣金加工的零件不能只有平板形状的需要冲个凸包、抽芽、冲百叶窗(通风孔的一种)、过桥、搭扣等。都需要冲来加工。冲不是以前的冲床了,而是数控冲床,它可安装几十把模具,可编程,速度快,还可辅助激光切割机下料。折:对比以前来讲,只是设备更新了。高效钢板折弯有数控折弯机、折弯中心(机械手辅助折弯)、数控折边机等。焊:对比以前来讲,也只是增加设备了。增加了针对于薄板焊接的氩弧焊、二氧化碳气体保护焊、焊接机器人等。随着钣金加工主要工序的升级,设备的更新,钣金加工产品品质有了很大的提升,加工速度、响应更快。钣金加工行业随着社会的发展也在进步,在新时代作用也越来越重要了。
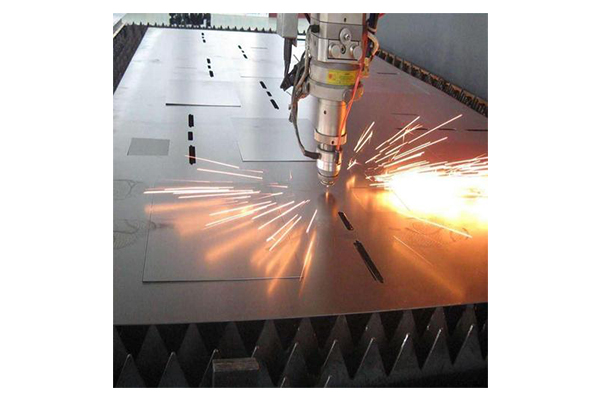
数控下料在实际的生产工作中也有很广泛的应用,无锡钣金加工工作人员在进行下料之前需要先编写好数控公式,然后通过软件进行绘制,完成设置之后就可以进行加工操作了。数控机床可以结合参数信息设置完成工艺加工,这种方式的优点是可以提升加工的准度,现在很多行业都会选用这种工艺方法。进行钣金加工期间,还可以通过镭射下料和锯床等方式来进行操作,在选用加工工艺方法的时候比较灵活多变,随着加工技术的进步与发展,未来在对钣金进行加工处理的时候一定会有更多的方法可以选用。

翻滚剪切方法是一对翻滚方向相反的圆盘剪刃对板料进行剪切,按圆盘配备可分为直配备、斜直配备和斜配备三种方法。1、斜配备剪切板料。斜配备剪切在曲线归纳板料剪切中应用很广,剪切板料前先将上、下滚刀斜置设备,并将上、下滚刀的夹角设置为25度。2、直配备剪切板料。选用直配备剪切板料先将上、下滚词讼直中线对中设备,且上下剪刃的空地一般取0.05-0.5mm,或将上下滚刀设置成略有堆叠情况,使堆叠高度h一般仅有0.2-0.3倍的剪板厚度。3、斜配备剪切标准精度。选用圆盘滚剪曲线归纳时,毛坯的曲率半径有必定约束。
除此之外,对钣金加工的这项技术以及加工出来的产品加大宣传力度是很有必要的。不仅要多加运用网络媒体的作用,也要加大人工宣传的力度,争取让更多的人了解到钣金加工的优越性。尤其是对于农村人口,这一庞大的消费群体,要让他们认识到钣金的强大作用,将能够带动钣金加工制品的销售量直线上升。对于钣金加工市场来说,要想要有进步,光从技术上改变是远远不够的。还要从服务态度上来让消费者满意,始终把顾客至上当做经营的原则,只有这样才能够赢得消费者的心。

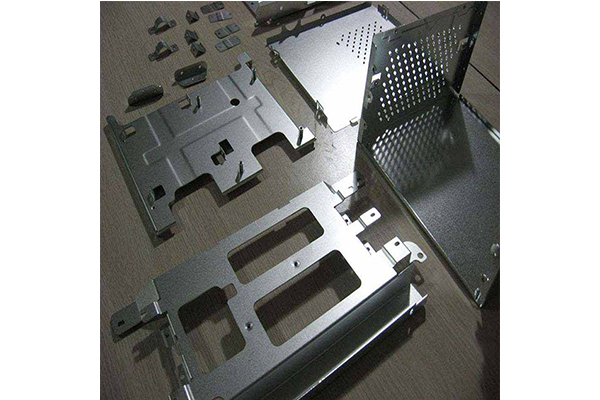
现阶段,通常的钣金加工厂选用的是国内机器设备,机器设备嫁动率不高,高效率低,生产加工也存有技术性的短板。通常钣金加工公司在工作人员低于100人下列的经营规模,钣金加工厂市场竞争层面还并不是很猛烈,盈利室内空间还非常可观,钣金加工哪家好小规模纳税人钣金加工厂关键限定在技术性和生产设备上,生产加工技术领先,设备陈旧,生产加工精密度低,生产加工商品单一化等。钣金加工技术性愈来愈优化,通常能够分成粗钣金加工和高精密钣金加工。粗钣金加工包含:工业设备,设备机壳,服务器机柜表面,垃圾箱等;高精密钣金加工包含:主机箱,高精密零配件,网络商品,表层规定太严的商品等。


