

座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com

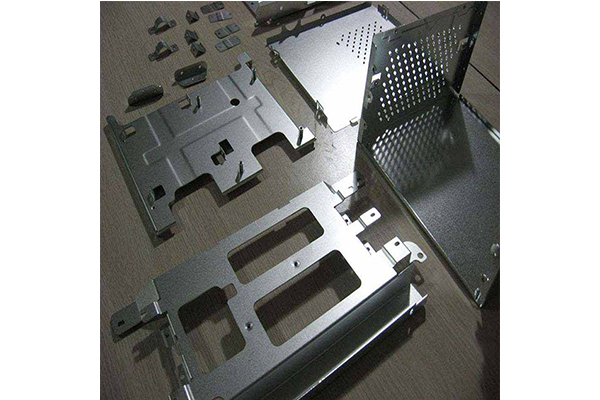
在进行钣金加工之前,工作人员还需要了解一下加工范围,一般在进行加工操作时,可以选用铜制品和镀锌板以及不锈钢等材料完成加工流程,所以这种加工方式的范围比较广,也可以满足不同行业的加工生产需求,在进行工艺加工期间,人们可以灵活选用材料,不用担心材料不符合加工要求而影响到生产任务的进展情况。在进行钣金加工时还需要注意几个问题,首先工作人员在加工之前要先对材料进行检查,并将材料展开以备加工使用,材料的展开方式要正确,这样在加工时可以节省材料,也可以达到加工目的,在加工期间也要注意间隙的选择方式以及材料的包边效果等。
钣金加工应用广泛,与众多行业密切相关。实现机械化自动化后,可显著提高其他企业的生产效率、降低成本,进而促进行业发展。高效折弯线为推动钣金加工实现机械化自动化,不少企业已逐渐普及数控机床。数控机床是钣金加工机械化自动化的基本保障,其使用将极大促进加工机械化自动化的发展。不过,要实现钣金加工的机械化自动化,重要的是要有相关的主系统控制所有的加工机械及整个加工过程。除此外,高效折弯线还要有制作专业的模具。总之,在科技促进经济发展的今天,钣金加工行业要引进先进的技术,投入先进的设备,不断研发新的工艺,向机械化自动化方向发展,才能紧跟时代潮流、促进钣金加工进一步发展。

这项技术是和人们的生活息息相关的,因为人们身边很多的物品都是通过钣金加工而存在的。像人们日常的出行工具汽车就离不开钣金加工而成的配件,此外在船舶、门业以及许多的金属制品都需要钣金加工来完成。它带给了人们极大的方便,但是它现在的市场价值仍然不够高,现阶段的任务也就是推动钣金加工的市场不断扩大,同时也提高这个行业的规模。要想开拓更多的市场,首先要从技术上抓起,培养一批专业技术过硬的人才是很有必要的,因为钣金加工的很多生产程序都需要人工的操作和检测。另外,要积极引进国内外先进的机器设备,不断提高生产的先进性和加工产品的质量优越性。在企业的管理上也要注意不要一味的墨守成规,要学习先进的管理和经营理念,更好的调动企业运行。

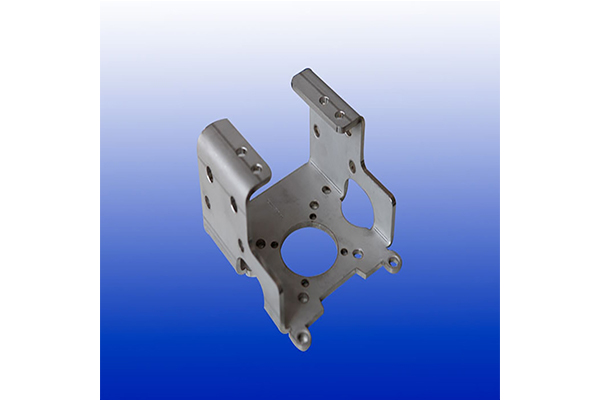
1.合理选择前角:进行不锈钢切削时,应该在不降低刀具强度的前提之下,适当提高前角。刀具前角的适当提高会降低刀具的塑性变形能力、切削热以及切削力,加工硬化的趋势也会随之减轻,相应地,刀具耐用度便会显着提高。综合看来,通常情况下刀具前角保持在12°-20°较为合适,具体角度根据实际需要来调整。2.合理选择后角:在弹性与塑性两方面均高于常规碳素钢的不锈钢,进行切削时,如果刀具后角过小,会增加车刀后角与切断表面的接触面积,此时,摩擦高温区集中于车刀后角部位,刀具的磨损会显着加快,并且工件的表面光洁度会显着降低。因此,进行不锈钢工件切削时,车刀后角应该大于车削普通碳钢时的角度,但是不可以过大,因为过大的后角会导致刀刃强度地急剧下降,刀具的耐用度得不到保证。所以,刀具后角保持在6°-10°之间较为合适。
激:是钣金加工中下料的主要设备。加工速度快、精度高、周期短(无需开模具)、更可加工各种形状,是钣金加工下料的主要加工方式。冲:钣金加工的零件不能只有平板形状的需要冲个凸包、抽芽、冲百叶窗(通风孔的一种)、过桥、搭扣等。都需要冲来加工。冲不是以前的冲床了,而是数控冲床,它可安装几十把模具,可编程,速度快,还可辅助激光切割机下料。折:对比以前来讲,只是设备更新了。有数控折弯机、折弯中心(机械手辅助折弯)、数控折边机等。焊:对比以前来讲,也只是增加设备了。增加了针对于薄板焊接的氩弧焊、二氧化碳气体保护焊、焊接机器人等。随着钣金加工主要工序的升级,设备的更新,钣金加工产品品质有了很大的提升,加工速度、响应更快。钣金加工行业随着社会的发展也在进步,在新时代作用也越来越重要了。


