

座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com
在进行钣金加工之前,工作人员还需要了解一下加工范围,一般在进行加工操作时,可以选用铜制品和镀锌板以及不锈钢等材料完成加工流程,所以这种加工方式的范围比较广,也可以满足不同行业的加工生产需求,在进行工艺加工期间,人们可以灵活选用材料,不用担心材料不符合加工要求而影响到生产任务的进展情况。在进行钣金加工时还需要注意几个问题,首先工作人员在加工之前要先对材料进行检查,并将材料展开以备加工使用,材料的展开方式要正确,这样在加工时可以节省材料,也可以达到加工目的,在加工期间也要注意间隙的选择方式以及材料的包边效果等。
1)激光氧气切割:激光氧气切割原理类似于氧乙炔切割。它是用激光作为预热热源,用氧气等活性气体作为切割气体。喷吹出的气体一方面与切割金属作用,发生氧化反应,放出大量的氧化热;另一方面把熔融的氧化物和熔化物从反应区吹出,在金属中形成切口。由于切割过程中的氧化反应产生了大量的热,所以激光氧气切割所需要的能量只是熔化切割的1/2,而切割速度远远大于激光汽化切割和熔化切割。激光氧气切割主要用于碳钢、钛钢以及热处理钢等易氧化的金属材料。2)激光划片与控制断裂:激光划片是利用高能量密度的激光在脆性材料的表面进行扫描,使材料受热蒸发出一条小槽,然后施加一定的压力,脆性材料就会沿小槽处裂开。激光划片用的激光器一般为Q开关激光器和CO2激光器。控制断裂是利用激光刻槽时所产生的陡峭的温度分布,在脆性材料中产生局部热应力,使材料沿小槽断开。

如何去控制钣金件的质量?1.焊接有氩弧焊,点焊,二氧化碳维护焊,手工电弧焊等,点焊首先要考虑工件焊接的方位,在批量生产时考虑做定位工装确保点焊方位准确。2.外表处理,不同板材外表的处理方式不同,冷板加工后一般进行外表电镀,电镀完后不进行喷涂处理,选用的是进行磷化处理,磷化处理后要进行喷涂处理。电镀板类外表清洗,脱脂,然后进行喷涂。3.在喷涂之后进入安装工序,在整个过程中,要戴上手套,防止手上灰尘附在工件上,有些工件还要用气枪吹洁净4.装配好之后就进入包装环节了,工件检查后装入专用的包装袋中进行保护。

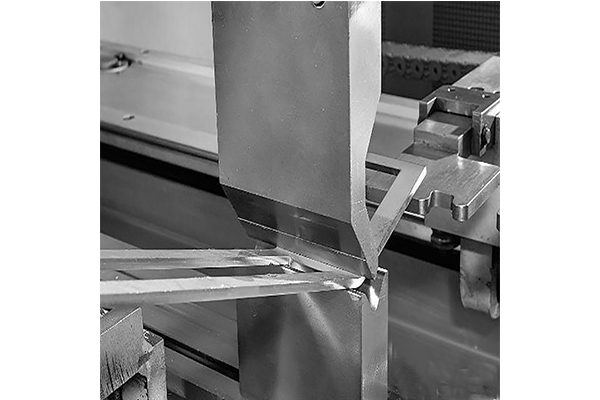
高效成型翻滚剪切方法是一对翻滚方向相反的圆盘剪刃对板料进行剪切,按圆盘配备可分为直配备、斜直配备和斜配备三种方法。1、斜配备剪切板料。斜配备剪切在曲线归纳板料剪切中应用很广,剪切板料前先将上、下滚刀斜置设备,并将上、下滚刀的夹角设置为25度。2、高效成型直配备剪切板料。选用直配备剪切板料先将上、下滚词讼直中线对中设备,且上下剪刃的空地一般取0.05-0.5mm,或将上下滚刀设置成略有堆叠情况,使堆叠高度h一般仅有0.2-0.3倍的剪板厚度。3、斜配备剪切标准精度。选用圆盘滚剪曲线归纳时,毛坯的曲率半径有必定约束。

在钣金加工零配件过程中,有很多加工工艺都是比较复杂的一个过程。在进行加工前我们需要知道这些工艺性,以便更加方便的进行加工,今天小编就来给大家讲解一下钣金加工的冲压工艺性:所谓冲压工艺性是指冲压件对工艺品的适应性,钣金加工厂家即所设计的冲压件在尺寸大小、尺寸精度与基准、结构形状等是否符合冲压加工的工艺要求。汽车冲压件都应具有良好的工艺品性和经济性,衡量其水平的重要标志有冲压件的工序数、车身总成的分块数量和尺寸大小、冲压件的结构等因素。


