

座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com

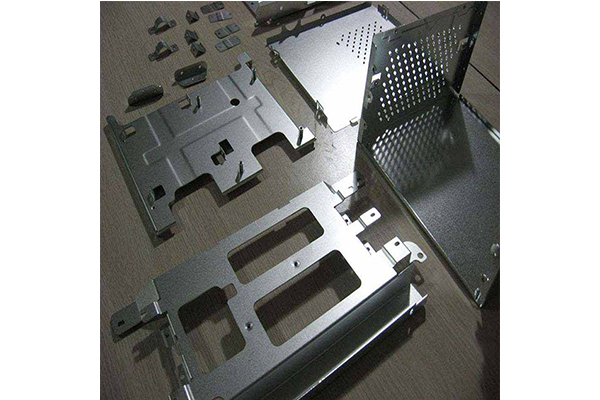
数控下料在实际的生产工作中也有很广泛的应用,无锡钣金加工工作人员在进行下料之前需要先编写好数控公式,然后通过软件进行绘制,完成设置之后就可以进行加工操作了。数控机床可以结合参数信息设置完成工艺加工,这种方式的优点是可以提升加工的准度,现在很多行业都会选用这种工艺方法。进行钣金加工期间,还可以通过镭射下料和锯床等方式来进行操作,在选用加工工艺方法的时候比较灵活多变,随着加工技术的进步与发展,未来在对钣金进行加工处理的时候一定会有更多的方法可以选用。

虽然钣金加工品的价格会下降,但是却丝毫不会影响产品的质量。反而,钣金加工厂家会用从各方面节省下来的成本更多的用在提高加工产品的质量上,目的就是为了不断推动自身行业的发展,让自己的品牌被市场认可。不再借助别人的品牌效应,而是开始推动自己国家的钣金加工业向前发展。对于钣金加工业来说,在不久的将来他们不仅会下调产品的价格,而且会不断调整经营模式,使自己的经营规范化。并且不断提高服务态度,致力于给消费者提高好的服务水平。为自己的发展不断地做努力,让消费者满意,才能够在市场上站稳脚跟。

1.高效拉伸合理选择前角:进行不锈钢切削时,应该在不降低刀具强度的前提之下,适当提高前角。刀具前角的适当提高会降低刀具的塑性变形能力、切削热以及切削力,加工硬化的趋势也会随之减轻,相应地,刀具耐用度便会显着提高。综合看来,通常情况下刀具前角保持在12°-20°较为合适,具体角度根据实际需要来调整。2.高效拉伸合理选择后角:在弹性与塑性两方面均高于常规碳素钢的不锈钢,进行切削时,如果刀具后角过小,会增加车刀后角与切断表面的接触面积,此时,摩擦高温区集中于车刀后角部位,刀具的磨损会显着加快,并且工件的表面光洁度会显着降低。因此,进行不锈钢工件切削时,车刀后角应该大于车削普通碳钢时的角度,但是不可以过大,因为过大的后角会导致刀刃强度地急剧下降,刀具的耐用度得不到保证。所以,刀具后角保持在6°-10°之间较为合适。
对于钣金加工行业来说,在现阶段的发展中,关键是要努力打造自己的品牌,尽量避免依靠其他的品牌的标签。要努力实现自我品牌的发展,让更多的人认识到我们自己国家钣金加工产品的优越性,依靠自身品牌的力量自己产品的优势减少外来产品在我国的市场份额。除此之外,钣金加工行业仍旧要虚心向别人学习,积极借鉴别人的长处,提高自我创新能力促进自我发展。并且在服务态度上也要不断有所改变,让顾客满意,做好售后服务,为顾客提供满意的服务是十分有利于行业发展的。


