

座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com

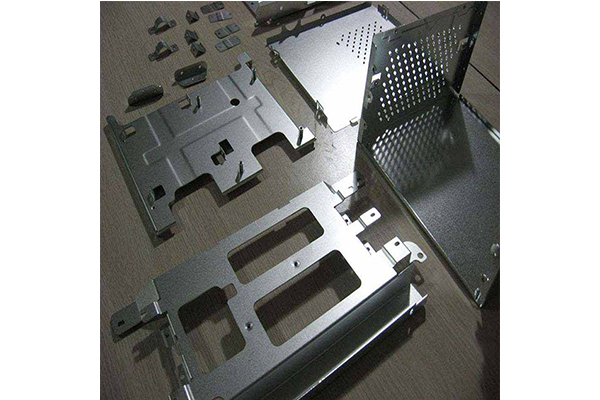
激光切割可以加工一些通常方法都比较难加工的零件,例如染整机这一系列中绝大多数不锈钢箱体,它上面有很多不一样的孔,由于箱体比较大,以普通加工方法很难进行加工,然而激光切割完全可以满足这一类的要求,而且加工同一零件所用的时间很短,准确性极高。产品的技术含量也不断地提高,因此市场竞争力也随着增强。激光束都是以点的形势存在,因此在二维平面加工中具有很大的柔性化。激光切割机加工过程中,只有切割头进行移动,但工件则是静止,无需设置微连接,有助于激光在切割加工过程中比较简便。它的计算机CAM系统不需要进行单个零件的加工工艺的制作,仅仅需要把排样的结果以及切割的路线进行优化即可,然后启动激光发生就可以加工。

高精度的激光切割有哪些重要因素呢?1、可靠精密折弯激光束通过聚焦后的光斑的大小。激光束聚集后的光斑越小,精度越高,特别是切缝较小,光斑可达min0.01mm。2、工作台的走位精度决定着激光切割加工的重复精度,工作台精度越高,切割的精度越高。3、可靠精密折弯工件厚度越大,精度越低,切缝越大。由于激光光束为锥形,切缝也是锥形,厚度0.3MM的材料比2MM的切缝小的多。4、工件材质对激光切割精度有一定影响。同样情况下,不同材质的切割精度也稍有不同,即使是同一材质,如果材料的成分不同,切割的精度也会有差异。激光切割加工的质量好,无挤压,切口窄,精度高,切口表面清洁度好,切边一般不需要再处理,是加工制造行业理想的选择。

在现如今的经济形势下,很多行业的发展都举步维艰。钣金加工业的发展自然也是存在着不少障碍的,要想突破现有经济形势的束缚,就要抓好自身发展的每一步,努力实现行业的可持续发展。要想在现有的市场环境中占有属于自己的市场,那么就要知道自己应该从哪些方面去改变,实现自身行业的突破。钣金加工业在发展的过程中,要把加工技术的提高始终放在一位。时刻抓住市场的发展动向,培养专业的核心人才,不断提高加工制造的技术,努力把钣金加工的方向朝着汽车制造业、大型船舶业等比较规模大的方向发展。不断扩大钣金加工制品的市场份额,让更多的领域了解到钣金加工产品的性能优势。此外,还要改进产品的包装,努力朝着先进方向发展,让市场需求不断地提升。

对于现在的钣金加工行业来说,正朝着不断成熟的方向发展,在很多的方面它们都在不断地改善。目的就是为了不断扩大市场份额,提高自身的品牌效应,让越来越多的人了解到我们自己国家钣金加工品牌的优越性。所以,对于钣金加工产品的价格来说,从整体上是会慢慢往下走的。钣金加工产品价格的下降不仅能够吸引更多的消费者,同时也是钣金加工行业不断降低企业的生产成本的方式。在加工方面,努力提高机器生产化,减少人工的过多投入,在这个基础上能够减少很多的人工成本支出。此外,随着钣金加工业的不断发展,他们也将更多的实现可持续发展,。循环多次回收利用可以使用的金属加工原料,这在成本上又将减少一大笔。

一、冲床:是利用冲床分一步或多步在板材上将零件展开后的平板件冲裁成形各种形状料件,钢板折弯其优点是耗费工时短,效率高,精度高,成本低,适用大批量生产,但要设计模具二、剪床:是利用剪床剪切条料简单料件,它主要是为模具落料成形准备加工,成本低,精度低于0.2,但只能加工无孔无切角的条料或块料。三、镭射下料,是利用激光切割方式,在大平板上将其平板的结构形状切割出来,同NC下料一样需编写镭射程式,它可下各种复杂形状的平板件,成本高,精度于0.1。四、NC数控下料,NC下料时首先要编写数控加工程式,利用编程软件,将绘制的展开图编写成NC数拉加工机床可识别的程式,让其根据这些程式一步一刀在平板上冲裁各构形状平板件,但其结构受刀具结构所至,成本低,精度于0.15。五、锯床:主要用下铝型材、方管、图管、圆棒料之类,成本低。
激:是钣金加工中下料的主要设备。加工速度快、精度高、周期短(无需开模具)、更可加工各种形状,是钣金加工下料的主要加工方式。冲:钣金加工的零件不能只有平板形状的需要冲个凸包、抽芽、冲百叶窗(通风孔的一种)、过桥、搭扣等。都需要冲来加工。冲不是以前的冲床了,而是数控冲床,它可安装几十把模具,可编程,速度快,还可辅助激光切割机下料。折:对比以前来讲,只是设备更新了。有数控折弯机、折弯中心(机械手辅助折弯)、数控折边机等。焊:对比以前来讲,也只是增加设备了。增加了针对于薄板焊接的氩弧焊、二氧化碳气体保护焊、焊接机器人等。随着钣金加工主要工序的升级,设备的更新,钣金加工产品品质有了很大的提升,加工速度、响应更快。钣金加工行业随着社会的发展也在进步,在新时代作用也越来越重要了。


