

座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com
在钣金加工零配件过程中,有很多加工工艺都是比较复杂的一个过程。在进行加工前我们需要知道这些工艺性,以便更加方便的进行加工,今天小编就来给大家讲解一下钣金加工的冲压工艺性:所谓冲压工艺性是指冲压件对工艺品的适应性,钣金加工厂家即所设计的冲压件在尺寸大小、尺寸精度与基准、结构形状等是否符合冲压加工的工艺要求。汽车冲压件都应具有良好的工艺品性和经济性,衡量其水平的重要标志有冲压件的工序数、车身总成的分块数量和尺寸大小、冲压件的结构等因素。
1)激光汽化切割利用高能量密度的激光束加热工件,使温度迅速上升,在非常短的时间内达到材料的沸点,材料开始汽化,形成蒸气。这些蒸气的喷出速度很大,在蒸气喷出的同时,在材料上形成切口。材料的汽化热一般很大,所以激光汽化切割时需要很大的功率和功率密度。激光汽化切割多用于极薄金属材料和非金属材料(如纸、布、木材、塑料和橡皮等)的切割。2)激光熔化切割激光熔化切割时,用激光加热使金属材料熔化,然后通过与光束同轴的喷嘴喷吹非氧化性气体,依靠气体的强大压力使液态金属排出,形成切口。激光熔化切割不需要使金属完全汽化,所需能量只有汽化切割的1/10。激光熔化切割主要用于一些不易氧化的材料或活性金属的切割,如不锈钢、钛、铝及其合金等。

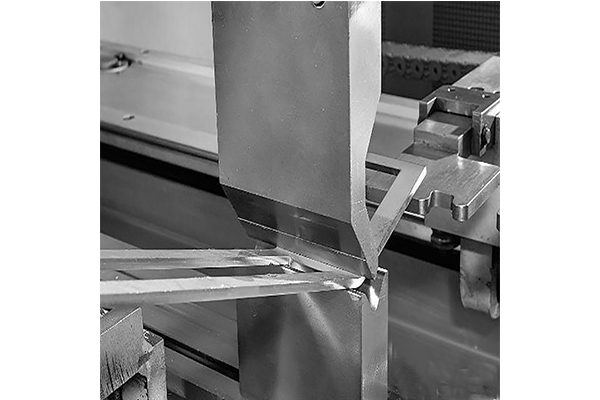
翻滚剪切方法是一对翻滚方向相反的圆盘剪刃对板料进行剪切,按圆盘配备可分为直配备、斜直配备和斜配备三种方法。1、斜配备剪切板料。斜配备剪切在曲线归纳板料剪切中应用很广,剪切板料前先将上、下滚刀斜置设备,并将上、下滚刀的夹角设置为25度。2、直配备剪切板料。选用直配备剪切板料先将上、下滚词讼直中线对中设备,且上下剪刃的空地一般取0.05-0.5mm,或将上下滚刀设置成略有堆叠情况,使堆叠高度h一般仅有0.2-0.3倍的剪板厚度。3、斜配备剪切标准精度。选用圆盘滚剪曲线归纳时,毛坯的曲率半径有必定约束。
随着经济快速发展,钣金加工的传统技术和工艺越来越难以适应新的市场环境,亟需提高加工工艺,扩大加工规模。在此背景下,促进钣金加工向机械化自动化的趋势发展是必然之举。钣金加工即零件金属板材加工,是我国工业中重要的一种加工工艺。只要是金属性的产品,都离不开钣金加工。正因此,钣金加工对人们的生产生活具有重要影响。我国改革开放以后,经济快速腾飞,科学技术不断进步,钣金加工行业获得了很大的发展,并形成了特定的工艺流程。具体来说,钣金加工主要包括四个步骤:一是选择加工材料,二是图面审核,三是展开图面,四是下料、钳工等加工。是图面审核,三是展开图面,四是下料、钳工等加工。

专业成型生产厂家选择优质的钣金材质。钣金机箱机柜定制,一般货比三家。用手指敲一下钢板,就能感觉到哪些厚哪些薄了。还有钣金机箱机柜内部的支架要粗大,因为可以承受更重的压力。专业成型钣金机箱架构布局合理。一般来说,挡板要多,而且具有散热孔,一些用来固定线缆的铁皮要包边,防止损坏线缆。由于装置中包含网络电缆、电信电缆和电源电缆,需求采购钩环带或带齿的带子来有效地把电缆有序的固定在机柜里边。假如机柜带有电缆办理模块使电缆能够直接固定在笔直装置轨内,则再好不过。

在现如今的经济形势下,很多行业的发展都举步维艰。钣金加工业的发展自然也是存在着不少障碍的,要想突破现有经济形势的束缚,就要抓好自身发展的每一步,努力实现行业的可持续发展。要想在现有的市场环境中占有属于自己的市场,那么就要知道自己应该从哪些方面去改变,实现自身行业的突破。钣金加工业在发展的过程中,要把加工技术的提高始终放在一位。时刻抓住市场的发展动向,培养专业的核心人才,不断提高加工制造的技术,努力把钣金加工的方向朝着汽车制造业、大型船舶业等比较规模大的方向发展。不断扩大钣金加工制品的市场份额,让更多的领域了解到钣金加工产品的性能优势。此外,还要改进产品的包装,努力朝着先进方向发展,让市场需求不断地提升。


