

座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com
1、相城区可靠激光工件可放置在封闭的空间,经抽真空或内部气体环境在控制下;2、激光束可聚焦在很小的区域,可焊接小型且间隔相近的部件;3、可焊材质种类范围大,也可以相互接合各种异质材料;4、易于以自动化进行高速焊接,亦可以数位或电脑控制;5、焊接薄材或细径线材时,不会像电弧焊接般易有回熔的困扰;6、可靠激光不受磁场所影响电弧焊接和电子束焊接就比较容易,能够很好的对准焊件;7、可焊接不同物性(如不同电阻)的两种金属;8、不需要真空,也不需要做X射线防护;9、若以穿孔式焊接,焊道深一宽比可达10:1;10、可以切换装置将激光束传送至多个工作站。

除此之外,对钣金加工的这项技术以及加工出来的产品加大宣传力度是很有必要的。不仅要多加运用网络媒体的作用,也要加大人工宣传的力度,争取让更多的人了解到钣金加工的优越性。尤其是对于农村人口,这一庞大的消费群体,要让他们认识到钣金的强大作用,将能够带动钣金加工制品的销售量直线上升。对于钣金加工市场来说,要想要有进步,光从技术上改变是远远不够的。还要从服务态度上来让消费者满意,始终把顾客至上当做经营的原则,只有这样才能够赢得消费者的心。
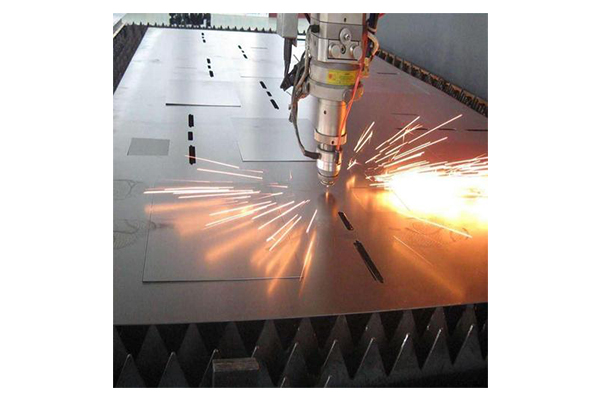
在进行自动切割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在5mm范围内。在进行半自动切割时,应将导轨放在被切割钢板的平面上,然后将切割机轻放在导轨上。使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,调整切割直度和切割速度。钢板切割线(火焰切割、等离子切割、激光切割等)的上下料,通常要求上料时只吊运一张整板,切割完后,所有切割工件一次性或尽量多的从切割台上吊运下来,针对这一要求,悍威磁电研发了矩阵式和密布式电永磁吊具系统。
翻滚剪切方法是一对翻滚方向相反的圆盘剪刃对板料进行剪切,按圆盘配备可分为直配备、斜直配备和斜配备三种方法。1、斜配备剪切板料。斜配备剪切在曲线归纳板料剪切中应用很广,剪切板料前先将上、下滚刀斜置设备,并将上、下滚刀的夹角设置为25度。2、直配备剪切板料。选用直配备剪切板料先将上、下滚词讼直中线对中设备,且上下剪刃的空地一般取0.05-0.5mm,或将上下滚刀设置成略有堆叠情况,使堆叠高度h一般仅有0.2-0.3倍的剪板厚度。3、斜配备剪切标准精度。选用圆盘滚剪曲线归纳时,毛坯的曲率半径有必定约束。


