

座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com
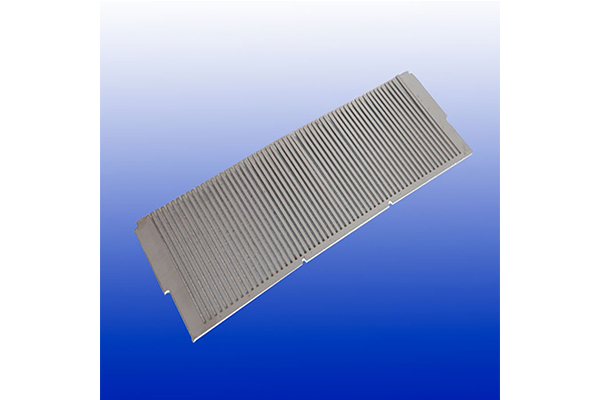
钣金加工实则也就是金属制品加工,它更多的是把金属板材加以改造,从而实现它们在许多不同的地方使用。加工方式包括很多,有冲压、切割、裁剪等方式来改变金属的性能以及形状。利用这种加工技术能够为人们的生活带来很多的便利,同时也促进了中国机械制造业的发展。对于钣金加工业来说,它能够在很多的领域应用。在我们的身边就有着许多的产品是通过钣金加工来实现它们的使用价值的。例如每家每户都需要用到的门以及不锈钢的窗户。还有电机箱、各种控制箱等都是需要通过钣金加工来完成的。此外,现在的钣金加工正朝着大规模的方向去发展。

不锈钢目前被广泛应用于石油、化工、航空、航天、食品以及冶金等领域,因此,探讨不锈钢的切削加工具有较大的实际意义。因为切削加工性差,不锈钢为难加工材料。上海可靠不锈钢折弯依据不锈钢切削加工的实际特点,从刀具本身、刀具几何角度、切削用量等三名方面的选择论述了不锈钢切削加工中刀具切削参数的合理选择问题。今天我们先谈谈如何合理地选择刀具几何角度:合理选择刀具几何角度非常重要,其切削部分的几何角度直接影响着不锈钢工件进行切削加工时的切削力、表面粗糙度、加工硬化趋势、生产率、刀具耐用程度等诸多方面。可靠不锈钢折弯合理选择刀具几何角度不仅可以提高工件的加工质量和加工效还可以显着降低加工成本(如降低刀具的更换频率和废品率等)。

减少冲压过程的工序数,意味着减少冲压件数、节省工装数量、简化冲压过程的传送装置,缩减操作人员和冲压占地面积,是节约投资额和能耗的措施,所以冲压制造商都能把冲压工序数设计作为降低汽车制造成本的重要途径,甚至不惜改进产品设计来满足制造工艺方面的要求。同时,还应采用尽量大尺寸的合理的车身总成分块,钣金加工哪家好如整块式车身左右侧板及车顶盖板,既可使汽车外形美观。空气阻力减少,又可减少冲压件数量及焊点,能有效地降低成本。而且现代汽车制造大量使用卷料、薄壳式整体车身结构的高强度钢板与镀锌钢板,都要求应用冲压新工艺。
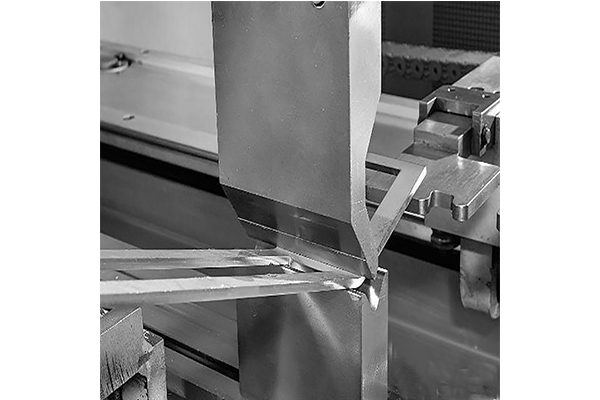
机箱内部的上壁和侧壁应当有足够多的固定环,也能够通过把机柜底板上抬,以便下面走线。还有一些用来固定机架的螺丝、螺母等,也要足量。五、做好钣金加工的材料加工。而在进行钣金机箱机柜加工的过程中首先需要进行落料、加工。而在落料之后就需要进行一下的进程。比如说折弯、压卯以及点焊等工序。而这些工序都需要根据图纸的展开进行。而在进行折弯的过程中还需要对螺母等进行压制,其中对于模具来说打凸包扥也是需要根据工序进行的需要进行的。

①.剪床:是利用剪床剪切条料简单料件,它主要是为模具落料成形准备加工,成本低,精度低于0.2,但只能加工无孔无切角的条料或块料。②.冲床:是利用冲床分一步或多步在板材上将零件展开后的平板件冲裁成形各种形状料件,其优点是耗费工时短,效率高,精度高,成本低,适用大批量生产,但要设计模具。③.NC数控下料,NC下料时首先要编写数控加工程式,利用编程软件,将绘制的展开图编写成NC数拉加工机床可识别的程式,让其根据这些程式一步一刀在平板上冲裁各构形状平板件,但其结构受刀具结构所至,成本低,精度于0.15。④.镭射下料,是利用激光切割方式,在大平板上将其平板的结构形状切割出来,同NC下料一样需编写镭射程式,它可下各种复杂形状的平板件,成本高,精度于⑤.锯床:主要用下铝型材、方管、图管、圆棒料之类,成本低,精度低。

在复合机当中,则需要进行模具设置、激光切割路线的预设以及为连接部位的设定,之后才可以进行下一步的加工。由此对比,激光切割机与复合机比较,激光切割的工艺工序准备工作时间大大的减少。在实际运用当中,复合机在加工的时候,由于夹钳拖动工件以及模具存在一些落料量,因此在原材料上则会出现加工死区,然而激光切割机进行切割时于工件静止,因而没有出现死区,从而提高了原材料的利用率,有效降低了单件工序所消耗的原材料成本。近几年来,激光切割的加工精度逐渐提高,极大地简化一些加工工序,降低了单件的加工成本。同时,由于激光切割机切割速度的快速提高,极大地减少了工件的加工时间,同时操作人员的个人生产效率也能有很大的提高。


