

座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com
如何去控制钣金件的质量?1.图纸到手后,根据展开图及批量的不同选择不同落料方式。2.在落料完成后,不同的工件根据加工的要求进入相应的工序。3.折弯时要首先要根据图纸上的尺度,资料厚度断定折弯时用的刀具和刀槽,防止产品与刀具相碰撞引起变形是上模选用的要害,下模的选用根据板材的厚度来断定。4.其次是断定折弯的先后顺序,折弯一般规则是先内后外,先小后大,先特别后一般。5.压铆时,要考虑螺柱的高度挑选相同不同的模具,然后对压力机的压力进行调整。

整体来看,钣金加工行业的利润水平主要取决于产品品质及加工精密度、产品及增值服务、下游用户企业和上游原材料价格。因此,未来随着行业内产品的技术含量越来越高,原材料价格波动对产品的影响程度也逐渐减轻,行业利润水平变动趋势向好。同时,未来的利润水平变动趋势主要取决于产品品质及精密度、产品增值服务和下游客户行业等因素。行业内具备较强技术实力、拥有客户资源优势以及具备管理优势的企业将在未来激烈的竞争中获取行业内较高的利润水平。

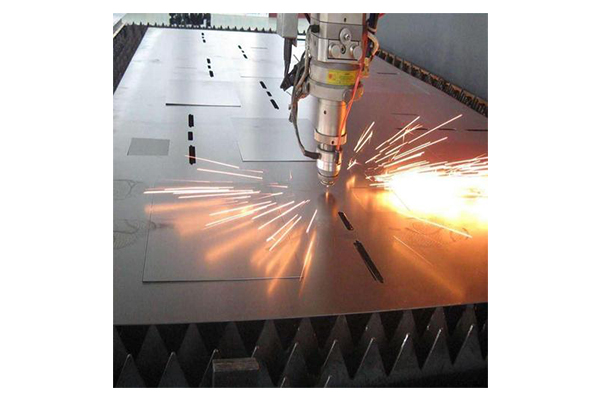
月城镇可靠下料在复合机当中,则需要进行模具设置、激光切割路线的预设以及为连接部位的设定,之后才可以进行下一步的加工。由此对比,激光切割机与复合机比较,激光切割的工艺工序准备工作时间大大的减少。在实际运用当中,复合机在加工的时候,由于夹钳拖动工件以及模具存在一些落料量,因此在原材料上则会出现加工死区,然而激光切割机进行切割时于工件静止,因而没有出现死区,从而提高了原材料的利用率,有效降低了单件工序所消耗的原材料成本。可靠下料近几年来,激光切割的加工精度逐渐提高,极大地简化一些加工工序,降低了单件的加工成本。同时,由于激光切割机切割速度的快速提高,极大地减少了工件的加工时间,同时操作人员的个人生产效率也能有很大的提高。

与传统加工技术相比,技术具有以下优势:材料浪费少、激光加工厂家在规模化生产中成本效应明显、对加工对象具有很强的适应性等。在欧洲,对上等汽车车壳与底座、飞机机翼以及航天器机身等特种材料的焊接,基本采用的是激光技术。1、激光切割加工厂激光功率密度大,激光切割厂家工件吸收激光后温度迅速升高而熔化或汽化,即使熔点高、硬度大和质脆的材料(如陶瓷、金刚石等)也可用激光加工;2、激光头与工件不接触,不存在加工工具磨损问题;3、工件不受应力,不易污染。


