

座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com

一般的钣金加工弯板90度都是需要在V型刨槽内通过压力实现,所以他们之间是工装工具的关系v型刨槽加工也可以说是钣金加工的一道工序,有的钣金产品(料厚较厚)弯曲后产生的外R角太大不美观,钣金加工所以在折弯处刨v型槽(即将板厚刨薄),V型刨槽有两个作用:一是减小折弯园角,折弯加工一般钣金的折弯内园角等于板厚,如果工件要求的折弯内园角小于板厚,需要刨V型槽;二是减小折弯力,当工件的折弯力大于折弯机的吨位而无法折弯时,可以刨V型槽减少折弯力。

1.镀锌钢板SECC:SECC的底材为一般的冷轧钢卷,在连续电镀锌产线经过脱脂、酸洗、电镀及各种后处理制程后,成型加工即成为电镀锌产品。SECC不但具有一般冷轧钢片的机械性能及近似的加工性,而且具有优越的耐蚀性及装饰性外观。在电子产品、家电及家具的市场上具有很大的竞争性及取代性。2.普通冷轧板SPCC:SPCC是指钢锭经过冷轧机连续轧制成要求厚度的钢板卷料或片料。SPCC表面没有任何的防护,钣金价格暴露在空气中极易被氧化,特别是在潮湿的环境中氧化速度加快,出现暗红色的铁锈,在使用时表面要喷漆、电镀或者其他防护。
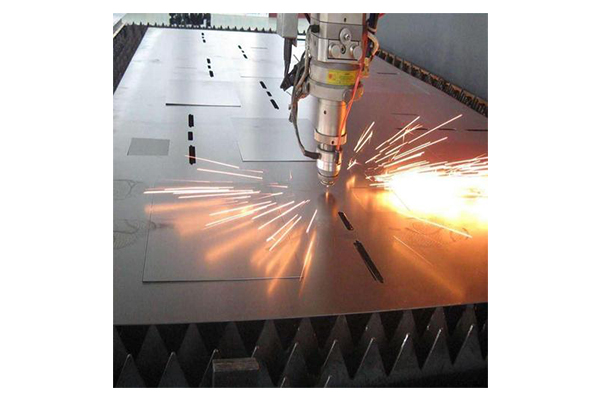
高效剪板折弯生产厂家在进行自动切割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在5mm范围内。在进行半自动切割时,应将导轨放在被切割钢板的平面上,然后将切割机轻放在导轨上。使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,调整切割直度和切割速度。高效剪板折弯钢板切割线(火焰切割、等离子切割、激光切割等)的上下料,通常要求上料时只吊运一张整板,切割完后,所有切割工件一次性或尽量多的从切割台上吊运下来,针对这一要求,悍威磁电研发了矩阵式和密布式电永磁吊具系统。

翻滚剪切方法是一对翻滚方向相反的圆盘剪刃对板料进行剪切,按圆盘配备可分为直配备、斜直配备和斜配备三种方法。1、斜配备剪切板料。斜配备剪切在曲线归纳板料剪切中应用很广,剪切板料前先将上、下滚刀斜置设备,并将上、下滚刀的夹角设置为25度。2、直配备剪切板料。选用直配备剪切板料先将上、下滚词讼直中线对中设备,且上下剪刃的空地一般取0.05-0.5mm,或将上下滚刀设置成略有堆叠情况,使堆叠高度h一般仅有0.2-0.3倍的剪板厚度。3、斜配备剪切标准精度。选用圆盘滚剪曲线归纳时,毛坯的曲率半径有必定约束。


