

座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com

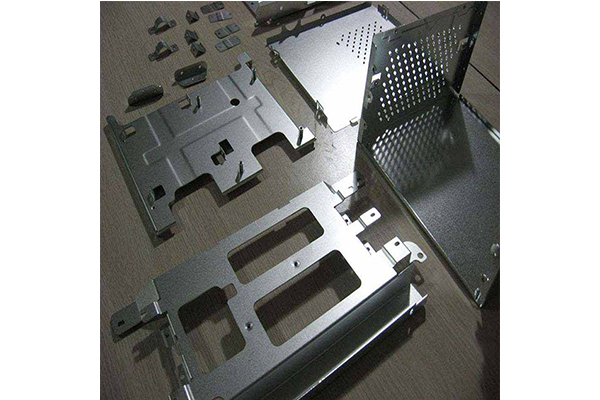
激光切割可以加工一些通常方法都比较难加工的零件,例如染整机这一系列中绝大多数不锈钢箱体,它上面有很多不一样的孔,专业折弯模具由于箱体比较大,以普通加工方法很难进行加工,然而激光切割完全可以满足这一类的要求,而且加工同一零件所用的时间很短,准确性极高。产品的技术含量也不断地提高,因此市场竞争力也随着增强。激光束都是以点的形势存在,因此在二维平面加工中具有很大的柔性化。激光切割机加工过程中,专业折弯模具只有切割头进行移动,但工件则是静止,无需设置微连接,有助于激光在切割加工过程中比较简便。它的计算机CAM系统不需要进行单个零件的加工工艺的制作,仅仅需要把排样的结果以及切割的路线进行优化即可,然后启动激光发生就可以加工。
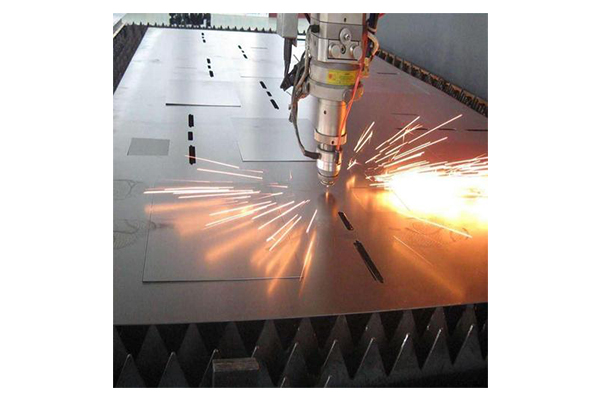
1)激光汽化切割利用高能量密度的激光束加热工件,使温度迅速上升,在非常短的时间内达到材料的沸点,材料开始汽化,形成蒸气。这些蒸气的喷出速度很大,在蒸气喷出的同时,在材料上形成切口。材料的汽化热一般很大,所以激光汽化切割时需要很大的功率和功率密度。激光汽化切割多用于极薄金属材料和非金属材料(如纸、布、木材、塑料和橡皮等)的切割。2)激光熔化切割激光熔化切割时,用激光加热使金属材料熔化,然后通过与光束同轴的喷嘴喷吹非氧化性气体,依靠气体的强大压力使液态金属排出,形成切口。激光熔化切割不需要使金属完全汽化,所需能量只有汽化切割的1/10。激光熔化切割主要用于一些不易氧化的材料或活性金属的切割,如不锈钢、钛、铝及其合金等。

数控下料在实际的生产工作中也有很广泛的应用,无锡钣金加工工作人员在进行下料之前需要先编写好数控公式,然后通过软件进行绘制,完成设置之后就可以进行加工操作了。数控机床可以结合参数信息设置完成工艺加工,这种方式的优点是可以提升加工的准度,现在很多行业都会选用这种工艺方法。进行钣金加工期间,还可以通过镭射下料和锯床等方式来进行操作,在选用加工工艺方法的时候比较灵活多变,随着加工技术的进步与发展,未来在对钣金进行加工处理的时候一定会有更多的方法可以选用。

激:是钣金加工中下料的主要设备。加工速度快、精度高、周期短(无需开模具)、更可加工各种形状,是钣金加工下料的主要加工方式。冲:钣金加工的零件不能只有平板形状的需要冲个凸包、抽芽、冲百叶窗(通风孔的一种)、过桥、搭扣等。都需要冲来加工。冲不是以前的冲床了,而是数控冲床,它可安装几十把模具,可编程,速度快,还可辅助激光切割机下料。折:对比以前来讲,只是设备更新了。有数控折弯机、折弯中心(机械手辅助折弯)、数控折边机等。焊:对比以前来讲,也只是增加设备了。增加了针对于薄板焊接的氩弧焊、二氧化碳气体保护焊、焊接机器人等。随着钣金加工主要工序的升级,设备的更新,钣金加工产品品质有了很大的提升,加工速度、响应更快。钣金加工行业随着社会的发展也在进步,在新时代作用也越来越重要了。

人人都说人靠衣装,佛靠金装,我们的一些设备也是一样的,拥有好性能的同时,也需要一个好的外观,这里钣金就起到很大的作用!在许多领导已经被广泛应用,比如电子电器和通信行业,然后就是汽车行业,医疗机械这块,都已经普遍使用了,我们普通老百姓还经常使用到由钣金加工制造出的产品,比如电视,手机,电冰箱,电脑,电饭煲等等。钣金加工也叫做金属板材加工。比如我们一般的钣金加工产品,生活中都会用到:铁桶、烟囱、通风管道还有漏斗等等。因为钣金就是金属薄板,钣金加工的工艺品又有很多,所以它的加工工序也有很多,有剪切,折弯,冲裁,压型,翻边,拼接,整形,焊接,成型还有很多很多。
一般的钣金加工弯板90度都是需要在V型刨槽内通过压力实现,所以他们之间是工装工具的关系v型刨槽加工也可以说是钣金加工的一道工序,有的钣金产品(料厚较厚)弯曲后产生的外R角太大不美观,钣金加工所以在折弯处刨v型槽(即将板厚刨薄),V型刨槽有两个作用:一是减小折弯园角,折弯加工一般钣金的折弯内园角等于板厚,如果工件要求的折弯内园角小于板厚,需要刨V型槽;二是减小折弯力,当工件的折弯力大于折弯机的吨位而无法折弯时,可以刨V型槽减少折弯力。


