

座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com

1.合理选择前角:进行不锈钢切削时,应该在不降低刀具强度的前提之下,适当提高前角。刀具前角的适当提高会降低刀具的塑性变形能力、切削热以及切削力,加工硬化的趋势也会随之减轻,相应地,刀具耐用度便会显着提高。综合看来,通常情况下刀具前角保持在12°-20°较为合适,具体角度根据实际需要来调整。2.合理选择后角:在弹性与塑性两方面均高于常规碳素钢的不锈钢,进行切削时,如果刀具后角过小,会增加车刀后角与切断表面的接触面积,此时,摩擦高温区集中于车刀后角部位,刀具的磨损会显着加快,并且工件的表面光洁度会显着降低。因此,进行不锈钢工件切削时,车刀后角应该大于车削普通碳钢时的角度,但是不可以过大,因为过大的后角会导致刀刃强度地急剧下降,刀具的耐用度得不到保证。所以,刀具后角保持在6°-10°之间较为合适。
整体来看,钣金加工行业的利润水平主要取决于产品品质及加工精密度、产品及增值服务、下游用户企业和上游原材料价格。因此,未来随着行业内产品的技术含量越来越高,原材料价格波动对产品的影响程度也逐渐减轻,行业利润水平变动趋势向好。同时,未来的利润水平变动趋势主要取决于产品品质及精密度、产品增值服务和下游客户行业等因素。行业内具备较强技术实力、拥有客户资源优势以及具备管理优势的企业将在未来激烈的竞争中获取行业内较高的利润水平。

现阶段,通常的钣金加工厂选用的是国内机器设备,机器设备嫁动率不高,高效率低,生产加工也存有技术性的短板。通常钣金加工公司在工作人员低于100人下列的经营规模,钣金加工厂市场竞争层面还并不是很猛烈,盈利室内空间还非常可观,钣金加工哪家好小规模纳税人钣金加工厂关键限定在技术性和生产设备上,生产加工技术领先,设备陈旧,生产加工精密度低,生产加工商品单一化等。钣金加工技术性愈来愈优化,通常能够分成粗钣金加工和高精密钣金加工。粗钣金加工包含:工业设备,设备机壳,服务器机柜表面,垃圾箱等;高精密钣金加工包含:主机箱,高精密零配件,网络商品,表层规定太严的商品等。
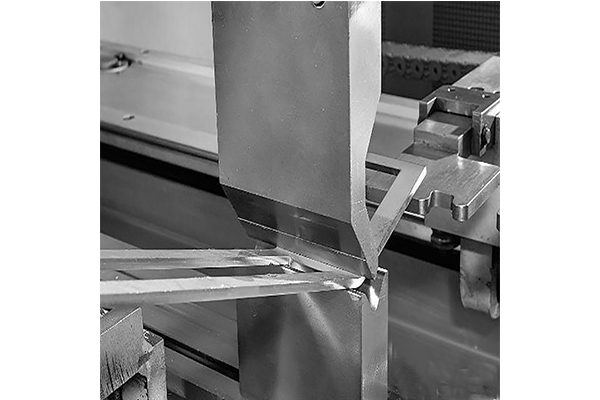
上海可靠折弯线一般的钣金加工弯板90度都是需要在V型刨槽内通过压力实现,所以他们之间是工装工具的关系v型刨槽加工也可以说是钣金加工的一道工序,有的钣金产品(料厚较厚)弯曲后产生的外R角太大不美观,钣金加工所以在折弯处刨v型槽(即将板厚刨薄),V型刨槽有两个作用:一是减小折弯园角,折弯加工一般钣金的折弯内园角等于板厚,如果工件要求的折弯内园角小于板厚,需要刨V型槽;二是减小折弯力,可靠折弯线哪家好当工件的折弯力大于折弯机的吨位而无法折弯时,可以刨V型槽减少折弯力。


