

座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com

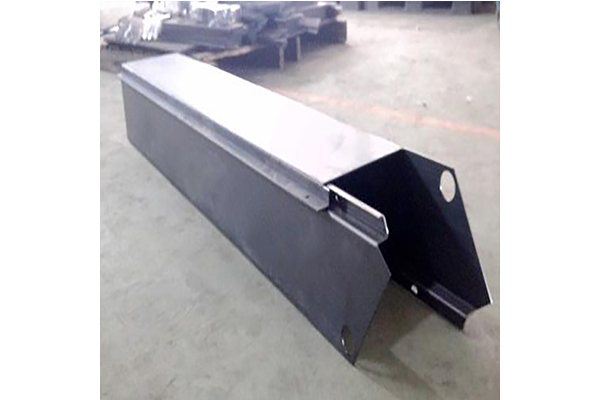
1、可以把入热量降到较低的需要量,热影响区金相变化范围小,激光焊接加工厂家而且因热传导所导致的变形也较低;2、约32mm板厚单道焊接的焊接工艺参数业经检定合格,可以降低厚板焊接所需的时间甚至可以省掉填料金属的使用;3、不需要使用电极,没有电极污染和受损的顾虑。而且因为不属于接触式焊接制程,机具的耗损及变形都可降低;4、椿田机械激光焊接加工的激光束比较容易于聚焦、对准及受光学仪器所导引,可放置在离工件适当的距离,而且可在工件周围的机具或障碍间再进行导引,其他焊接法则因受到上述的空间限制而无法发挥。
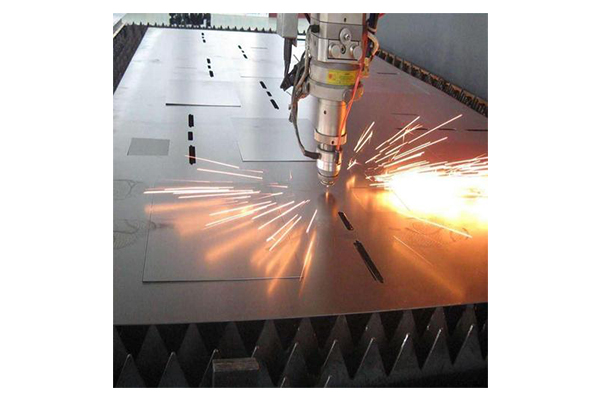
激光切割和钣金加工密不可分!由于激光切割加工速度不断提升,促使工件的加工热所影响的范围逐渐减小,高效拉伸整个工作在切割加工中所出现的热变形量也随之减小。同时,由于二氧化碳激光器的稳定性逐渐提高,也促使激光切割面的光洁度随之增强。另外,工件静止的加工方式大大减少了振动。由于激光切割加工的精度水平的不断提高,高效拉伸使得激光切割加工的农机钣金件也逐渐发生改变,由原来的低精度件逐渐转向高精度件发展。采用激光切割的加工零件,不仅具备变形量小、加工面光洁度高的特点,同时还有工序毛刺小甚至没有、零件的尺寸大小一致性好等特点,在农业机械的装配尺寸精度控制中具有大作用。

1)激光氧气切割:激光氧气切割原理类似于氧乙炔切割。它是用激光作为预热热源,用氧气等活性气体作为切割气体。喷吹出的气体一方面与切割金属作用,发生氧化反应,放出大量的氧化热;另一方面把熔融的氧化物和熔化物从反应区吹出,在金属中形成切口。由于切割过程中的氧化反应产生了大量的热,所以激光氧气切割所需要的能量只是熔化切割的1/2,而切割速度远远大于激光汽化切割和熔化切割。激光氧气切割主要用于碳钢、钛钢以及热处理钢等易氧化的金属材料。2)激光划片与控制断裂:激光划片是利用高能量密度的激光在脆性材料的表面进行扫描,使材料受热蒸发出一条小槽,然后施加一定的压力,脆性材料就会沿小槽处裂开。激光划片用的激光器一般为Q开关激光器和CO2激光器。控制断裂是利用激光刻槽时所产生的陡峭的温度分布,在脆性材料中产生局部热应力,使材料沿小槽断开。
光纤激光焊接:通过光纤激光焊接,用比其他焊接方法焊接质量不高的变形是可能的;请依靠焊接难以焊接的材料,因为一个机器上安装有一个1.5米的移动车系统,可以应对各种焊接需要从小型到大型物体,从多品种、小批量生产大批量生产。整理/装配:这个过程由工作由整理/画部和装配部;整理/绘画部分进行加工和钣金喷漆;组装部组装机器、装置或设备,并进行安装、测试和维护;它还可以进行布线工作,管道和管道建设。


