

座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com

除此之外,对钣金加工的这项技术以及加工出来的产品加大宣传力度是很有必要的。不仅要多加运用网络媒体的作用,也要加大人工宣传的力度,争取让更多的人了解到钣金加工的优越性。尤其是对于农村人口,这一庞大的消费群体,要让他们认识到钣金的强大作用,将能够带动钣金加工制品的销售量直线上升。对于钣金加工市场来说,要想要有进步,光从技术上改变是远远不够的。还要从服务态度上来让消费者满意,始终把顾客至上当做经营的原则,只有这样才能够赢得消费者的心。

对于钣金加工行业来说,在现阶段的发展中,关键是要努力打造自己的品牌,尽量避免依靠其他的品牌的标签。要努力实现自我品牌的发展,让更多的人认识到我们自己国家钣金加工产品的优越性,依靠自身品牌的力量自己产品的优势减少外来产品在我国的市场份额。除此之外,钣金加工行业仍旧要虚心向别人学习,积极借鉴别人的长处,提高自我创新能力促进自我发展。并且在服务态度上也要不断有所改变,让顾客满意,做好售后服务,为顾客提供满意的服务是十分有利于行业发展的。
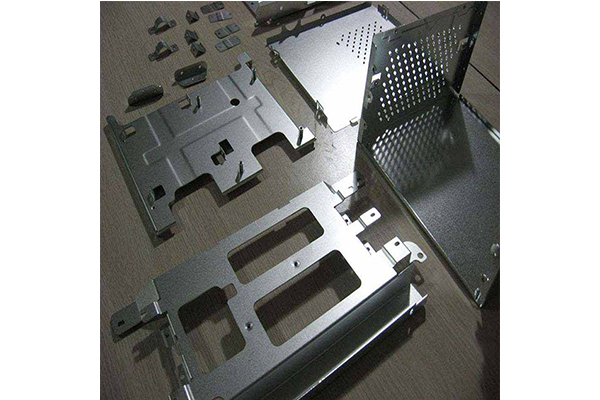
如何去控制钣金件的质量?1.图纸到手后,根据展开图及批量的不同选择不同落料方式。2.在落料完成后,不同的工件根据加工的要求进入相应的工序。3.折弯时要首先要根据图纸上的尺度,资料厚度断定折弯时用的刀具和刀槽,防止产品与刀具相碰撞引起变形是上模选用的要害,下模的选用根据板材的厚度来断定。4.其次是断定折弯的先后顺序,折弯一般规则是先内后外,先小后大,先特别后一般。5.压铆时,要考虑螺柱的高度挑选相同不同的模具,然后对压力机的压力进行调整。
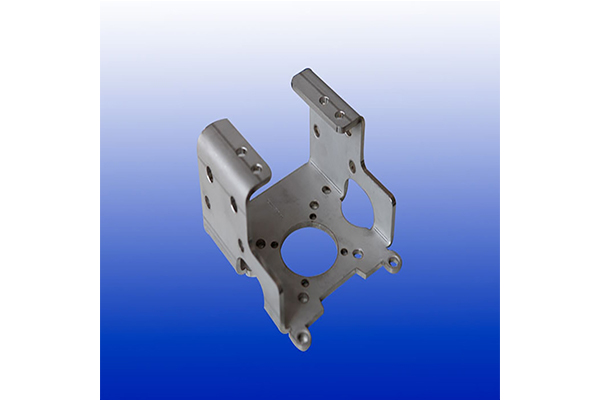
1.高效成型合理选择前角:进行不锈钢切削时,应该在不降低刀具强度的前提之下,适当提高前角。刀具前角的适当提高会降低刀具的塑性变形能力、切削热以及切削力,加工硬化的趋势也会随之减轻,相应地,刀具耐用度便会显着提高。综合看来,通常情况下刀具前角保持在12°-20°较为合适,具体角度根据实际需要来调整。2.高效成型合理选择后角:在弹性与塑性两方面均高于常规碳素钢的不锈钢,进行切削时,如果刀具后角过小,会增加车刀后角与切断表面的接触面积,此时,摩擦高温区集中于车刀后角部位,刀具的磨损会显着加快,并且工件的表面光洁度会显着降低。因此,进行不锈钢工件切削时,车刀后角应该大于车削普通碳钢时的角度,但是不可以过大,因为过大的后角会导致刀刃强度地急剧下降,刀具的耐用度得不到保证。所以,刀具后角保持在6°-10°之间较为合适。

随着经济快速发展,钣金加工的传统技术和工艺越来越难以适应新的市场环境,亟需提高加工工艺,扩大加工规模。在此背景下,促进钣金加工向机械化自动化的趋势发展是必然之举。钣金加工即零件金属板材加工,是我国工业中重要的一种加工工艺。只要是金属性的产品,都离不开钣金加工。正因此,钣金加工对人们的生产生活具有重要影响。我国改革开放以后,经济快速腾飞,科学技术不断进步,钣金加工行业获得了很大的发展,并形成了特定的工艺流程。具体来说,钣金加工主要包括四个步骤:一是选择加工材料,二是图面审核,三是展开图面,四是下料、钳工等加工。是图面审核,三是展开图面,四是下料、钳工等加工。


