

座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com
在进行钣金加工之前,工作人员还需要了解一下加工范围,一般在进行加工操作时,可以选用铜制品和镀锌板以及不锈钢等材料完成加工流程,所以这种加工方式的范围比较广,也可以满足不同行业的加工生产需求,在进行工艺加工期间,人们可以灵活选用材料,不用担心材料不符合加工要求而影响到生产任务的进展情况。在进行钣金加工时还需要注意几个问题,首先工作人员在加工之前要先对材料进行检查,并将材料展开以备加工使用,材料的展开方式要正确,这样在加工时可以节省材料,也可以达到加工目的,在加工期间也要注意间隙的选择方式以及材料的包边效果等。

1.合理选择前角:进行不锈钢切削时,应该在不降低刀具强度的前提之下,适当提高前角。刀具前角的适当提高会降低刀具的塑性变形能力、切削热以及切削力,加工硬化的趋势也会随之减轻,相应地,刀具耐用度便会显着提高。综合看来,通常情况下刀具前角保持在12°-20°较为合适,具体角度根据实际需要来调整。2.合理选择后角:在弹性与塑性两方面均高于常规碳素钢的不锈钢,进行切削时,如果刀具后角过小,会增加车刀后角与切断表面的接触面积,此时,摩擦高温区集中于车刀后角部位,刀具的磨损会显着加快,并且工件的表面光洁度会显着降低。因此,进行不锈钢工件切削时,车刀后角应该大于车削普通碳钢时的角度,但是不可以过大,因为过大的后角会导致刀刃强度地急剧下降,刀具的耐用度得不到保证。所以,刀具后角保持在6°-10°之间较为合适。

在现如今的经济形势下,很多行业的发展都举步维艰。钣金加工业的发展自然也是存在着不少障碍的,要想突破现有经济形势的束缚,就要抓好自身发展的每一步,努力实现行业的可持续发展。要想在现有的市场环境中占有属于自己的市场,那么就要知道自己应该从哪些方面去改变,实现自身行业的突破。钣金加工业在发展的过程中,要把加工技术的提高始终放在一位。时刻抓住市场的发展动向,培养专业的核心人才,不断提高加工制造的技术,努力把钣金加工的方向朝着汽车制造业、大型船舶业等比较规模大的方向发展。不断扩大钣金加工制品的市场份额,让更多的领域了解到钣金加工产品的性能优势。此外,还要改进产品的包装,努力朝着先进方向发展,让市场需求不断地提升。

专业拉伸这项技术是和人们的生活息息相关的,因为人们身边很多的物品都是通过钣金加工而存在的。像人们日常的出行工具汽车就离不开钣金加工而成的配件,此外在船舶、门业以及许多的金属制品都需要钣金加工来完成。它带给了人们极大的方便,但是它现在的市场价值仍然不够高,现阶段的任务也就是推动钣金加工的市场不断扩大,同时也提高这个行业的规模。要想开拓更多的市场,无锡专业拉伸首先要从技术上抓起,培养一批专业技术过硬的人才是很有必要的,因为钣金加工的很多生产程序都需要人工的操作和检测。另外,要积极引进国内外先进的机器设备,不断提高生产的先进性和加工产品的质量优越性。在企业的管理上也要注意不要一味的墨守成规,要学习先进的管理和经营理念,更好的调动企业运行。
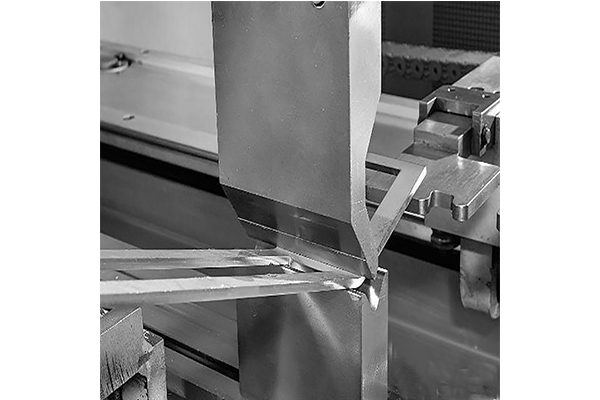
翻滚剪切方法是一对翻滚方向相反的圆盘剪刃对板料进行剪切,按圆盘配备可分为直配备、斜直配备和斜配备三种方法。1、斜配备剪切板料。斜配备剪切在曲线归纳板料剪切中应用很广,剪切板料前先将上、下滚刀斜置设备,并将上、下滚刀的夹角设置为25度。2、直配备剪切板料。选用直配备剪切板料先将上、下滚词讼直中线对中设备,且上下剪刃的空地一般取0.05-0.5mm,或将上下滚刀设置成略有堆叠情况,使堆叠高度h一般仅有0.2-0.3倍的剪板厚度。3、斜配备剪切标准精度。选用圆盘滚剪曲线归纳时,毛坯的曲率半径有必定约束。

对于钣金加工行业来说,在现阶段的发展中,关键是要努力打造自己的品牌,尽量避免依靠其他的品牌的标签。要努力实现自我品牌的发展,让更多的人认识到我们自己国家钣金加工产品的优越性,依靠自身品牌的力量自己产品的优势减少外来产品在我国的市场份额。除此之外,钣金加工行业仍旧要虚心向别人学习,积极借鉴别人的长处,提高自我创新能力促进自我发展。并且在服务态度上也要不断有所改变,让顾客满意,做好售后服务,为顾客提供满意的服务是十分有利于行业发展的。


