

座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com
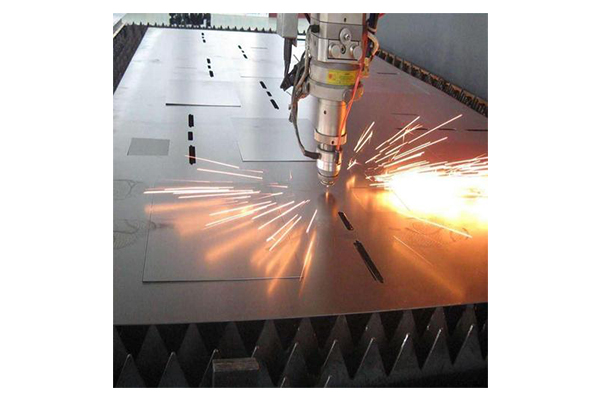
与传统加工技术相比,技术具有以下优势:材料浪费少、激光加工厂家在规模化生产中成本效应明显、对加工对象具有很强的适应性等。在欧洲,对上等汽车车壳与底座、飞机机翼以及航天器机身等特种材料的焊接,基本采用的是激光技术。1、激光切割加工厂激光功率密度大,激光切割厂家工件吸收激光后温度迅速升高而熔化或汽化,即使熔点高、硬度大和质脆的材料(如陶瓷、金刚石等)也可用激光加工;2、激光头与工件不接触,不存在加工工具磨损问题;3、工件不受应力,不易污染。

一般的钣金加工弯板90度都是需要在V型刨槽内通过压力实现,所以他们之间是工装工具的关系v型刨槽加工也可以说是钣金加工的一道工序,有的钣金产品(料厚较厚)弯曲后产生的外R角太大不美观,钣金加工所以在折弯处刨v型槽(即将板厚刨薄),V型刨槽有两个作用:一是减小折弯园角,折弯加工一般钣金的折弯内园角等于板厚,如果工件要求的折弯内园角小于板厚,需要刨V型槽;二是减小折弯力,当工件的折弯力大于折弯机的吨位而无法折弯时,可以刨V型槽减少折弯力。

在现如今的经济形势下,很多行业的发展都举步维艰。钣金加工业的发展自然也是存在着不少障碍的,要想突破现有经济形势的束缚,就要抓好自身发展的每一步,努力实现行业的可持续发展。要想在现有的市场环境中占有属于自己的市场,那么就要知道自己应该从哪些方面去改变,实现自身行业的突破。钣金加工业在发展的过程中,要把加工技术的提高始终放在一位。时刻抓住市场的发展动向,培养专业的核心人才,不断提高加工制造的技术,努力把钣金加工的方向朝着汽车制造业、大型船舶业等比较规模大的方向发展。不断扩大钣金加工制品的市场份额,让更多的领域了解到钣金加工产品的性能优势。此外,还要改进产品的包装,努力朝着先进方向发展,让市场需求不断地提升。

激:是钣金加工中下料的主要设备。加工速度快、精度高、周期短(无需开模具)、更可加工各种形状,是钣金加工下料的主要加工方式。冲:钣金加工的零件不能只有平板形状的需要冲个凸包、抽芽、冲百叶窗(通风孔的一种)、过桥、搭扣等。都需要冲来加工。冲不是以前的冲床了,而是数控冲床,它可安装几十把模具,可编程,速度快,还可辅助激光切割机下料。折:对比以前来讲,只是设备更新了。有数控折弯机、折弯中心(机械手辅助折弯)、数控折边机等。焊:对比以前来讲,也只是增加设备了。增加了针对于薄板焊接的氩弧焊、二氧化碳气体保护焊、焊接机器人等。随着钣金加工主要工序的升级,设备的更新,钣金加工产品品质有了很大的提升,加工速度、响应更快。钣金加工行业随着社会的发展也在进步,在新时代作用也越来越重要了。
从外部经济层面上看,愿意解决那样的疑惑,就务必要大型商场规则给与企业开展相对的正确引导和帮扶,现如今的钣金加工岗位,紧贴企业自身去解决自身展现的疑惑是白费力气的,要求大型商场给与其开展正确引导,与此同时亦是要求相对的大型商场规则去开展规范,给岗位进行供求平衡行驶的驱动力和方位,才能保证钣金加工岗位有个盛洪井然有序的进行。各种各样钣金加工在五花八门的状况下,要求对企业开展正确引导,要让每1个企业了解到,要是自己持续去竭尽全力,才会赢得好的进行,向来靠复制,只有维持本质的生活,是不可以超越别人的进行的,因为复制等因此向来跟在别人的反面进行,愿意超越还要创造发明自身的特点优点。

1.可靠钣金合理选择前角:进行不锈钢切削时,应该在不降低刀具强度的前提之下,适当提高前角。刀具前角的适当提高会降低刀具的塑性变形能力、切削热以及切削力,加工硬化的趋势也会随之减轻,相应地,刀具耐用度便会显着提高。综合看来,通常情况下刀具前角保持在12°-20°较为合适,具体角度根据实际需要来调整。2.可靠钣金合理选择后角:在弹性与塑性两方面均高于常规碳素钢的不锈钢,进行切削时,如果刀具后角过小,会增加车刀后角与切断表面的接触面积,此时,摩擦高温区集中于车刀后角部位,刀具的磨损会显着加快,并且工件的表面光洁度会显着降低。因此,进行不锈钢工件切削时,车刀后角应该大于车削普通碳钢时的角度,但是不可以过大,因为过大的后角会导致刀刃强度地急剧下降,刀具的耐用度得不到保证。所以,刀具后角保持在6°-10°之间较为合适。


