

座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com

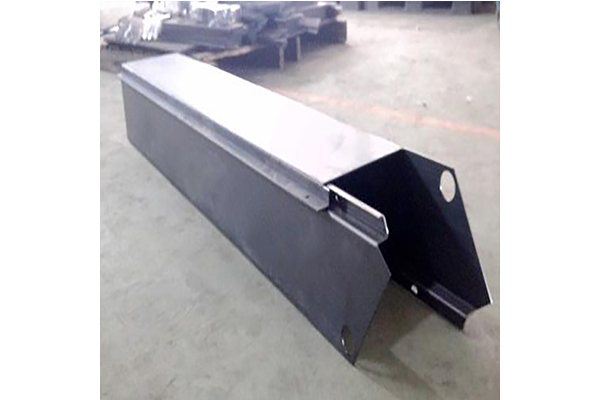
一般的钣金加工弯板90度都是需要在V型刨槽内通过压力实现,所以他们之间是工装工具的关系v型刨槽加工也可以说是钣金加工的一道工序,有的钣金产品(料厚较厚)弯曲后产生的外R角太大不美观,钣金加工所以在折弯处刨v型槽(即将板厚刨薄),V型刨槽有两个作用:一是减小折弯园角,折弯加工一般钣金的折弯内园角等于板厚,如果工件要求的折弯内园角小于板厚,需要刨V型槽;二是减小折弯力,当工件的折弯力大于折弯机的吨位而无法折弯时,可以刨V型槽减少折弯力。

现阶段,通常的钣金加工厂选用的是国内机器设备,机器设备嫁动率不高,高效率低,生产加工也存有技术性的短板。通常钣金加工公司在工作人员低于100人下列的经营规模,钣金加工厂市场竞争层面还并不是很猛烈,盈利室内空间还非常可观,钣金加工哪家好小规模纳税人钣金加工厂关键限定在技术性和生产设备上,生产加工技术领先,设备陈旧,生产加工精密度低,生产加工商品单一化等。钣金加工技术性愈来愈优化,通常能够分成粗钣金加工和高精密钣金加工。粗钣金加工包含:工业设备,设备机壳,服务器机柜表面,垃圾箱等;高精密钣金加工包含:主机箱,高精密零配件,网络商品,表层规定太严的商品等。

一、遵守钣金机箱机柜国际的标准。服务器和网络产品的高度也都是用U来表示的。在生产钣金机箱之前,列出所有要装在机箱内的设备和它们完整的测量数据:高、长、宽、重量。二、钣金流程科学完整。完好的机箱机柜钣金加工进程是十分必要的。浅显来说,即是对金属板材进行加工,比如对其所需求的各个部件加工,钣金机箱加工对于板型资料,钢板或者是镀锌板等,通过运用折弯机将它们进行折弯加工,或者是加工成所指定的形状,而使用剪板机多是需求进行剪板剪切工作。

在进行钣金加工之前,工作人员还需要了解一下加工范围,一般在进行加工操作时,可以选用铜制品和镀锌板以及不锈钢等材料完成加工流程,所以这种加工方式的范围比较广,也可以满足不同行业的加工生产需求,在进行工艺加工期间,人们可以灵活选用材料,不用担心材料不符合加工要求而影响到生产任务的进展情况。在进行钣金加工时还需要注意几个问题,首先工作人员在加工之前要先对材料进行检查,并将材料展开以备加工使用,材料的展开方式要正确,这样在加工时可以节省材料,也可以达到加工目的,在加工期间也要注意间隙的选择方式以及材料的包边效果等。
激光切割和钣金加工密不可分!由于激光切割加工速度不断提升,促使工件的加工热所影响的范围逐渐减小,整个工作在切割加工中所出现的热变形量也随之减小。同时,由于二氧化碳激光器的稳定性逐渐提高,也促使激光切割面的光洁度随之增强。另外,工件静止的加工方式大大减少了振动。由于激光切割加工的精度水平的不断提高,使得激光切割加工的农机钣金件也逐渐发生改变,由原来的低精度件逐渐转向高精度件发展。采用激光切割的加工零件,不仅具备变形量小、加工面光洁度高的特点,同时还有工序毛刺小甚至没有、零件的尺寸大小一致性好等特点,在农业机械的装配尺寸精度控制中具有大作用。

激:是钣金加工中下料的主要设备。专业折弯加工速度快、精度高、周期短(无需开模具)、更可加工各种形状,是钣金加工下料的主要加工方式。冲:钣金加工的零件不能只有平板形状的需要冲个凸包、抽芽、冲百叶窗(通风孔的一种)、过桥、搭扣等。都需要冲来加工。冲不是以前的冲床了,而是数控冲床,它可安装几十把模具,可编程,速度快,还可辅助激光切割机下料。折:对比以前来讲,只是设备更新了。专业折弯有数控折弯机、折弯中心(机械手辅助折弯)、数控折边机等。焊:对比以前来讲,也只是增加设备了。增加了针对于薄板焊接的氩弧焊、二氧化碳气体保护焊、焊接机器人等。随着钣金加工主要工序的升级,设备的更新,钣金加工产品品质有了很大的提升,加工速度、响应更快。钣金加工行业随着社会的发展也在进步,在新时代作用也越来越重要了。


