

座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com
与传统加工技术相比,技术具有以下优势:材料浪费少、激光加工厂家在规模化生产中成本效应明显、对加工对象具有很强的适应性等。在欧洲,对上等汽车车壳与底座、飞机机翼以及航天器机身等特种材料的焊接,基本采用的是激光技术。1、激光切割加工厂激光功率密度大,激光切割厂家工件吸收激光后温度迅速升高而熔化或汽化,即使熔点高、硬度大和质脆的材料(如陶瓷、金刚石等)也可用激光加工;2、激光头与工件不接触,不存在加工工具磨损问题;3、工件不受应力,不易污染。

机械精密激光切割有如下显著特点有哪些?1、高效精密折弯范围广泛:机械精密激光切割加工的对象范围很宽,几乎包括所有的金属材料和非金属材料;适用于材料的烧结、打孔、打标、切割、焊接、表面改性和化学气相沉积等。而电解加工只能加工导电材料,光化学加工只适用于易腐蚀材料,等离子加工难以加工某些高熔点的材料。2、高效精密折弯加工精度高:激光束可以聚焦到很小的尺寸,激光切割厂家因而特别适合于精密加工。激光精密加工质量的影响因素少,加工精度高,在一般情况下均优于其它传统的加工方法。

翻滚剪切方法是一对翻滚方向相反的圆盘剪刃对板料进行剪切,按圆盘配备可分为直配备、斜直配备和斜配备三种方法。1、斜配备剪切板料。斜配备剪切在曲线归纳板料剪切中应用很广,剪切板料前先将上、下滚刀斜置设备,并将上、下滚刀的夹角设置为25度。2、直配备剪切板料。选用直配备剪切板料先将上、下滚词讼直中线对中设备,且上下剪刃的空地一般取0.05-0.5mm,或将上下滚刀设置成略有堆叠情况,使堆叠高度h一般仅有0.2-0.3倍的剪板厚度。3、斜配备剪切标准精度。选用圆盘滚剪曲线归纳时,毛坯的曲率半径有必定约束。
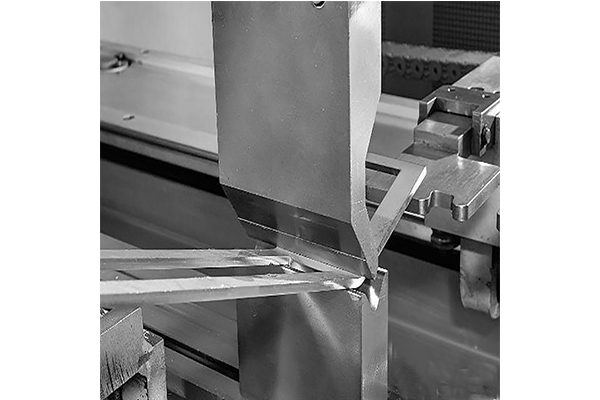
如何去控制钣金件的质量?1.图纸到手后,根据展开图及批量的不同选择不同落料方式。2.在落料完成后,不同的工件根据加工的要求进入相应的工序。3.折弯时要首先要根据图纸上的尺度,资料厚度断定折弯时用的刀具和刀槽,防止产品与刀具相碰撞引起变形是上模选用的要害,下模的选用根据板材的厚度来断定。4.其次是断定折弯的先后顺序,折弯一般规则是先内后外,先小后大,先特别后一般。5.压铆时,要考虑螺柱的高度挑选相同不同的模具,然后对压力机的压力进行调整。

激:是钣金加工中下料的主要设备。加工速度快、精度高、周期短(无需开模具)、更可加工各种形状,是钣金加工下料的主要加工方式。冲:钣金加工的零件不能只有平板形状的需要冲个凸包、抽芽、冲百叶窗(通风孔的一种)、过桥、搭扣等。都需要冲来加工。冲不是以前的冲床了,而是数控冲床,它可安装几十把模具,可编程,速度快,还可辅助激光切割机下料。折:对比以前来讲,只是设备更新了。有数控折弯机、折弯中心(机械手辅助折弯)、数控折边机等。焊:对比以前来讲,也只是增加设备了。增加了针对于薄板焊接的氩弧焊、二氧化碳气体保护焊、焊接机器人等。随着钣金加工主要工序的升级,设备的更新,钣金加工产品品质有了很大的提升,加工速度、响应更快。钣金加工行业随着社会的发展也在进步,在新时代作用也越来越重要了。

在进行钣金加工之前,工作人员还需要了解一下加工范围,一般在进行加工操作时,可以选用铜制品和镀锌板以及不锈钢等材料完成加工流程,所以这种加工方式的范围比较广,也可以满足不同行业的加工生产需求,在进行工艺加工期间,人们可以灵活选用材料,不用担心材料不符合加工要求而影响到生产任务的进展情况。在进行钣金加工时还需要注意几个问题,首先工作人员在加工之前要先对材料进行检查,并将材料展开以备加工使用,材料的展开方式要正确,这样在加工时可以节省材料,也可以达到加工目的,在加工期间也要注意间隙的选择方式以及材料的包边效果等。


