

座机:0510-88575570
电话:13771070486
传真:0510-88575597
地址:无锡市惠山区雅西工业园A区
网址: www.wxomw.com

专业焊接哪家好如何去控制钣金件的质量?1.焊接有氩弧焊,点焊,二氧化碳维护焊,手工电弧焊等,点焊首先要考虑工件焊接的方位,在批量生产时考虑做定位工装确保点焊方位准确。2.外表处理,不同板材外表的处理方式不同,冷板加工后一般进行外表电镀,电镀完后不进行喷涂处理,选用的是进行磷化处理,磷化处理后要进行喷涂处理。电镀板类外表清洗,脱脂,然后进行喷涂。3.在喷涂之后进入安装工序,专业焊接在整个过程中,要戴上手套,防止手上灰尘附在工件上,有些工件还要用气枪吹洁净4.装配好之后就进入包装环节了,工件检查后装入专用的包装袋中进行保护。
对于钣金加工行业来说。它们的发展前景是一片光明的,能够在未来被更多的使用,随着经济的发展以及机械制造业的不断进步。它的需求量也是越来越大的。就现阶段而言,钣金加工业需要做的就是不断提高自身的技术水平,加大创新能力,努力引进先进的的生产设备,扩大生产规模。就钣金加工行业而言,更多的是要实现经营的规范化和制度化,有着严格的发展规划,制定可行的发展方案。努力打造属于自己的钣金品牌,不要过多的依靠外来品牌的标签,这样对于自身的发展是十分不利的。要想发展就要把自己的品牌不断打响,实现规模化的发展。

1.合理选择前角:进行不锈钢切削时,应该在不降低刀具强度的前提之下,适当提高前角。刀具前角的适当提高会降低刀具的塑性变形能力、切削热以及切削力,加工硬化的趋势也会随之减轻,相应地,刀具耐用度便会显着提高。综合看来,通常情况下刀具前角保持在12°-20°较为合适,具体角度根据实际需要来调整。2.合理选择后角:在弹性与塑性两方面均高于常规碳素钢的不锈钢,进行切削时,如果刀具后角过小,会增加车刀后角与切断表面的接触面积,此时,摩擦高温区集中于车刀后角部位,刀具的磨损会显着加快,并且工件的表面光洁度会显着降低。因此,进行不锈钢工件切削时,车刀后角应该大于车削普通碳钢时的角度,但是不可以过大,因为过大的后角会导致刀刃强度地急剧下降,刀具的耐用度得不到保证。所以,刀具后角保持在6°-10°之间较为合适。
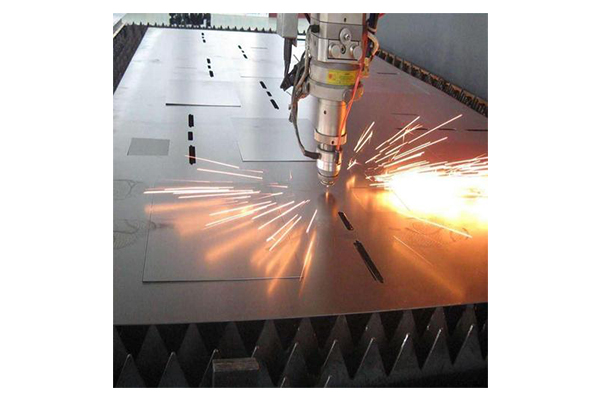
人人都说人靠衣装,佛靠金装,我们的一些设备也是一样的,拥有好性能的同时,也需要一个好的外观,这里钣金就起到很大的作用!在许多领导已经被广泛应用,比如电子电器和通信行业,然后就是汽车行业,医疗机械这块,都已经普遍使用了,我们普通老百姓还经常使用到由钣金加工制造出的产品,比如电视,手机,电冰箱,电脑,电饭煲等等。钣金加工也叫做金属板材加工。比如我们一般的钣金加工产品,生活中都会用到:铁桶、烟囱、通风管道还有漏斗等等。因为钣金就是金属薄板,钣金加工的工艺品又有很多,所以它的加工工序也有很多,有剪切,折弯,冲裁,压型,翻边,拼接,整形,焊接,成型还有很多很多。

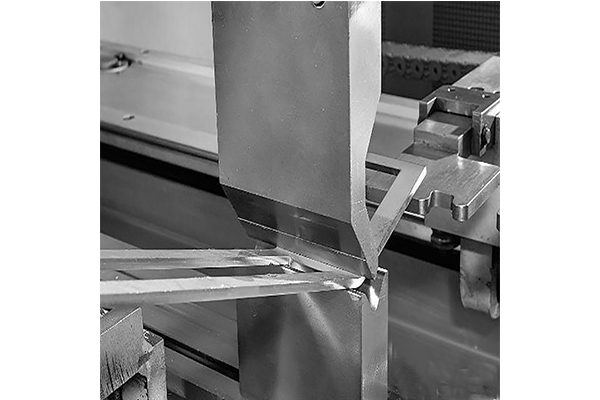
一般的钣金加工弯板90度都是需要在V型刨槽内通过压力实现,所以他们之间是工装工具的关系v型刨槽加工也可以说是钣金加工的一道工序,有的钣金产品(料厚较厚)弯曲后产生的外R角太大不美观,钣金加工所以在折弯处刨v型槽(即将板厚刨薄),V型刨槽有两个作用:一是减小折弯园角,折弯加工一般钣金的折弯内园角等于板厚,如果工件要求的折弯内园角小于板厚,需要刨V型槽;二是减小折弯力,当工件的折弯力大于折弯机的吨位而无法折弯时,可以刨V型槽减少折弯力。

对于现在的钣金加工行业来说,正朝着不断成熟的方向发展,在很多的方面它们都在不断地改善。目的就是为了不断扩大市场份额,提高自身的品牌效应,让越来越多的人了解到我们自己国家钣金加工品牌的优越性。所以,对于钣金加工产品的价格来说,从整体上是会慢慢往下走的。钣金加工产品价格的下降不仅能够吸引更多的消费者,同时也是钣金加工行业不断降低企业的生产成本的方式。在加工方面,努力提高机器生产化,减少人工的过多投入,在这个基础上能够减少很多的人工成本支出。此外,随着钣金加工业的不断发展,他们也将更多的实现可持续发展,。循环多次回收利用可以使用的金属加工原料,这在成本上又将减少一大笔。


